Understanding Controls & Safety Lifecycle Management in Singapore Industrial Operations
Industrial Controls & Safety systems are mission-critical components that demand a fundamentally different approach to maintenance than traditional reactive repair strategies. In Singapore's highly regulated industrial environment—where downtime directly impacts productivity and compliance—understanding the complete lifecycle of safety control components becomes essential for plant managers, maintenance engineers, and procurement professionals.
Over 35 years as a distributor of industrial equipment, 3G Electric has observed that the most successful operations don't simply replace components when they fail; they implement predictive lifecycle strategies that identify degradation patterns before failure occurs. This approach transforms Controls & Safety maintenance from a cost center into a competitive advantage.
The lifecycle of a control component begins at specification and selection, continues through installation and commissioning, and extends through years of operational service. Each phase presents distinct opportunities for optimization and risk mitigation. The challenge lies in integrating technical knowledge with operational realities—balancing the cost of preventive measures against the catastrophic expense of unplanned failures.
Phase 1: Lifecycle Selection and Specification for Long-Term Reliability
Understanding Component Operating Envelope
Selecting the right control component for your specific application is the first critical decision that determines lifecycle cost and reliability. Many procurement engineers focus narrowly on initial purchase price, but total cost of ownership reveals a different picture entirely.
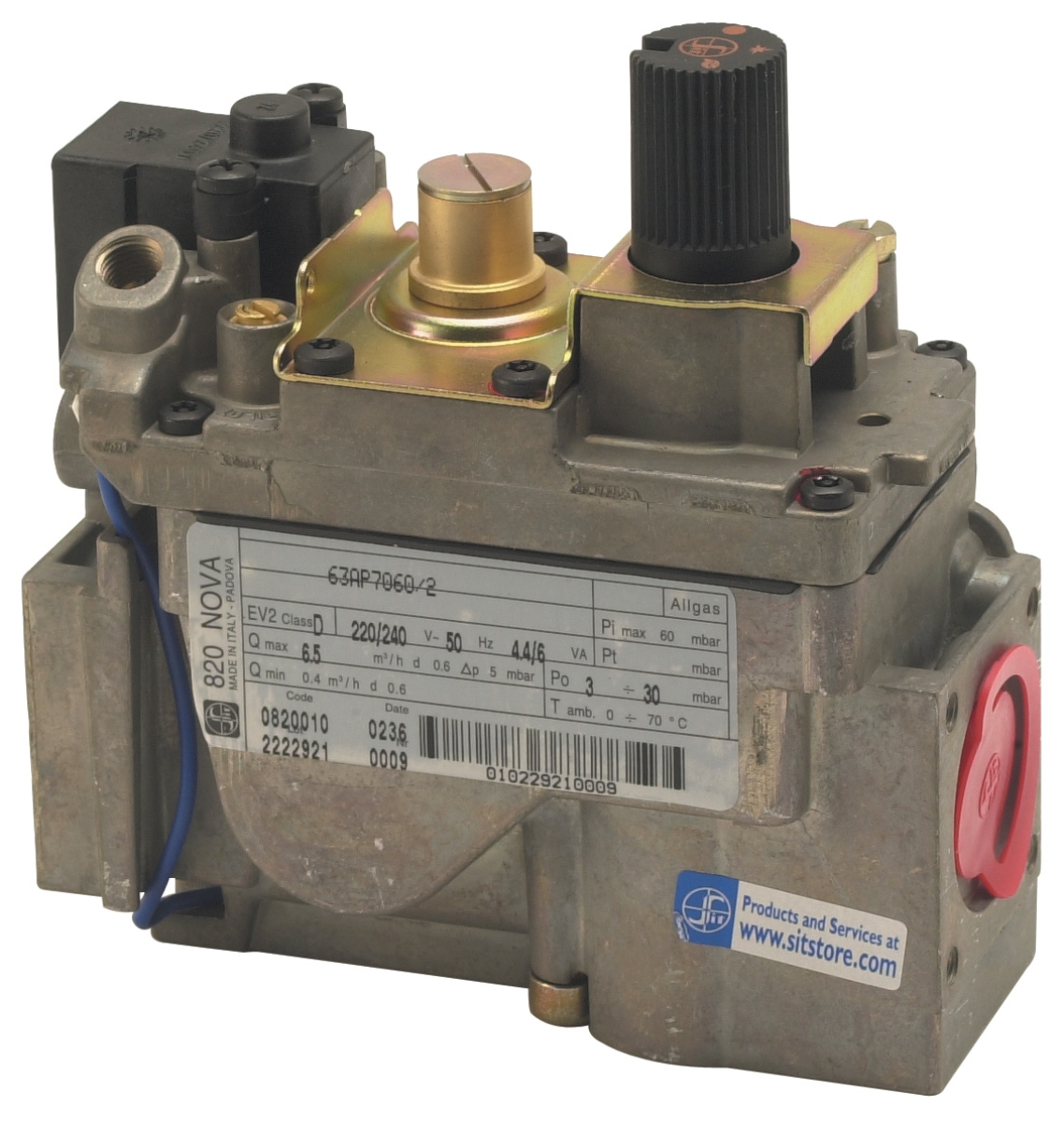
When specifying gas control blocks like Sit Minisit 710 or Sit Sigma 0840020, engineers must evaluate several lifecycle-critical factors:
- Thermal cycling stress: How many on-off cycles will the component experience annually? Flame supervision systems experience stress at each ignition event.
- Environmental exposure: Singapore's tropical humidity and salt-laden air in coastal facilities accelerate corrosion, particularly affecting solenoid valve coils and electrical terminals.
- Operational frequency: A catering appliance in continuous operation faces different lifecycle demands than seasonal heating equipment.
- Maintenance accessibility: Components installed in confined spaces generate higher lifecycle costs due to labor-intensive replacement procedures.
The Sit Minisit 710 gas block, with its thermoelectric flame supervision and <10 second ignition time, represents a specific lifecycle profile: robust for high-frequency ignition applications but requiring periodic inspection of the thermocouple assembly. The Sit Sigma 0840020, by contrast, accommodates dual solenoid valve configurations, offering lifecycle advantages for systems requiring redundancy or staged heating.
Specification for Regulatory Alignment
Singapore's regulatory framework—including requirements under the Gas Safety Act and SS 638 standards—imposes specific technical requirements that directly influence component selection and lifecycle planning. Selecting components certified for Singapore's standards eliminates mid-lifecycle compliance complications that could force premature replacement.
Brahma Relay CM 11F for gas burner applications and Satronic DKO 976-N mod.05 for oil burners represent solutions designed with Southeast Asian regulatory environments in mind. The Brahma unit's non-volatile lockout with manual reset feature aligns with safety protocols requiring deliberate operator intervention—a specification requirement that affects lifecycle maintenance procedures.
Phase 2: Predictive Testing and Condition Monitoring Protocols
Establishing Baseline Performance Data
Successful lifecycle management requires establishing baseline performance metrics immediately after commissioning. This baseline becomes the reference point for detecting degradation patterns across years of operation.
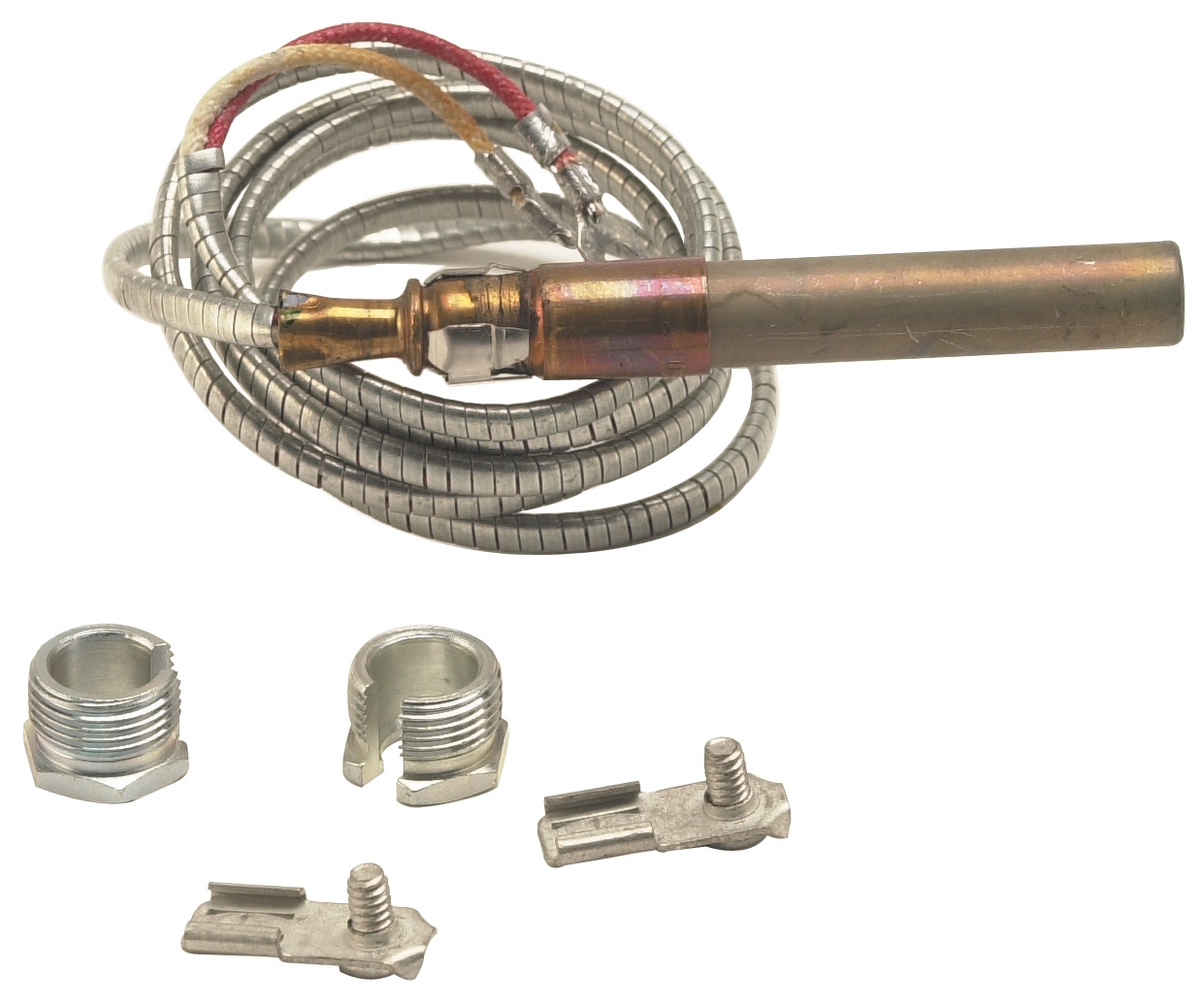
For flame detection systems utilizing Honeywell Thermopile Q313 A 1188 U, baseline testing should document:
- Millivolt output under steady-state flame conditions: Record the voltage generated by the thermopile when exposed to a stable pilot flame. Thermal cycling gradually reduces thermopile output by 2-5% annually in humid climates.
- Response time to flame ignition: Measure the time from spark ignition to flame detection circuit closure. Degradation in thermopile sensitivity extends response times, creating safety margin erosion.
- Thermal stability across ambient temperature range: Test performance at 15°C, 25°C, and 35°C to establish temperature compensation patterns. Changes in these patterns indicate deterioration of internal semiconductor materials.
For solenoid valve systems in gas blocks, baseline testing must verify:
- Coil resistance (both normal and de-energized states): Document exact resistance values. Moisture ingress and thermal stress cause gradual coil resistance changes that indicate insulation degradation.
- Valve opening/closing speed: Measure the time required for complete valve actuation. Contamination in valve seats prolongs opening times; this precedes complete valve failure by months.
- Pressure differential performance: Record performance across the operating pressure range. Degradation appears first at lower pressures.
Monthly and Quarterly Predictive Testing Routines
Establish a disciplined testing schedule that tracks component performance trends without disrupting operational schedules:
Monthly Visual Inspection Protocol:
- Examine thermocouple/thermopile assemblies for corrosion, particularly around connector terminals
- Document any visible moisture or condensation in control enclosures
- Inspect solenoid valve coils for cracks, discoloration, or burn marks
- Test manual reset mechanisms for mechanical binding or sluggish response
- Measure thermopile millivolt output (document value and compare to baseline)
- Test solenoid coil resistance with calibrated multimeter
- Verify flame detection circuit closure timing
- Check earth continuity and insulation resistance (>10 MΩ is typical target)
- Execute a complete shutdown and restart cycle under load conditions
- Document all timing parameters and compare to baseline
- Verify lockout mechanisms function correctly after simulated flame loss
- Test manual override procedures to confirm mechanical systems operate smoothly
Degradation Pattern Recognition
Over years of operation, specific degradation patterns emerge that predict failure windows:
Thermopile Degradation Pattern: Initial baseline of 35 mV might decline as: Year 1: 33-34 mV, Year 2: 31-32 mV, Year 3: 29-30 mV. When output drops below 25 mV, response time delays emerge. Replacement should occur when trending predicts <20 mV within 6 months.
Solenoid Coil Degradation Pattern: Resistance gradually increases from baseline 68Ω to 71Ω (Year 1), 75Ω (Year 2), 82Ω (Year 3). When resistance exceeds 90Ω, opening times extend visibly. Plan replacement when trend projects >100Ω within the next operational quarter.
Valve Seat Contamination Pattern: Opening times gradually extend from baseline 150ms to 160ms (Month 3), 175ms (Month 6), 195ms (Month 12). When times exceed 250ms, contamination is severe; cleaning becomes ineffective. Replacement is warranted before reaching 280ms opening times.
Phase 3: Strategic Replacement Planning and Inventory Optimization
Predictive Replacement Windows
The lifecycle management advantage emerges when replacement occurs during planned maintenance windows rather than as emergency response. Using trending data from predictive testing, maintenance planners can schedule replacements 2-4 months before anticipated failure.
This approach requires:
1. Maintaining strategic spare parts inventory: Stock critical components like thermopiles, solenoid valves, and relay units. 3G Electric maintains Singapore-based inventory of core safety components, reducing procurement lead times from international suppliers.
2. Coordinating replacement with operational schedules: Schedule component replacement during planned facility shutdowns, avoiding emergency interventions that disrupt production and incur premium labor costs.
3. Documenting all replacement events: Record component age, serial numbers, operating hours, and performance data at replacement. This historical database becomes invaluable for refining lifecycle predictions across multiple identical systems.
Quantifying Total Cost of Ownership
Predictive lifecycle management delivers ROI through:
Avoided Emergency Downtime: Unplanned control system failures in industrial facilities average 4-8 hours of lost production. Across Singapore's manufacturing sector, average production downtime costs ₪150-300 per hour depending on industry. A predictive replacement that costs ₪2,000-3,000 prevents ₪600-2,400 in downtime costs alone.
Labor Efficiency: Scheduled replacements require 2-3 hours of skilled technician time. Emergency replacements often require overtime, multiple technician deployments, and extended troubleshooting. Scheduled maintenance typically reduces labor costs by 40-60%.
Parts Inventory Optimization: Maintaining strategic inventory of high-reliability components costs approximately 15-20% of component value annually. However, emergency component procurement from overseas suppliers (with 3-5 week lead times) or premium domestic sourcing often costs 35-50% premium over planned procurement. For a ₪5,000 component, strategic inventory saves ₪1,000-1,500 across the lifecycle.
Compliance Documentation: Facilities operating under regulatory oversight (food processing, pharmaceutical, petrochemical) face audit penalties of ₪5,000-10,000 for inadequate maintenance records. Disciplined lifecycle management with documented testing and replacement activities demonstrates compliance capability.
Phase 4: Component Integration and System Architecture Considerations
Modular Component Selection for Flexibility
Modern industrial facilities often operate multiple burner systems with varying fuel types, capacities, and control architectures. Lifecycle management efficiency improves dramatically when component selections favor standardization and modular integration.
The choice between integrated gas blocks like Sit Sigma 0840020 (which combines multiple valves and controls) versus modular relay systems like Brahma CM 11F and Satronic DKO 976-N mod.05 affects lifecycle costs significantly:
Integrated Gas Block Approach:
- Lifecycle advantage: Single component replacement addresses multiple functions; simpler wiring reduces connection degradation
- Lifecycle disadvantage: Failure of any single solenoid valve or pressure regulator requires replacing the entire block; partial component failures result in higher replacement costs
- Best for: Single-purpose systems, space-constrained installations, high-volume production equipment
- Lifecycle advantage: Individual component failure requires replacing only the failed relay unit; different relay types accommodate diverse burner technologies
- Lifecycle disadvantage: Multiple interconnections increase potential failure points; system complexity requires more sophisticated diagnostic testing
- Best for: Multi-burner facilities, flexible production lines, systems requiring frequent reconfiguration
Thermal Management and Environmental Hardening
Singapore's tropical climate presents distinct lifecycle challenges. Components specified for temperate climates experience accelerated degradation:
- Humidity-induced corrosion: Thermopile and thermocouple connectors in salt-laden environments corrode faster. Specification of gold-plated contacts and sealed connector housings extends lifecycle by 2-3 years.
- Thermal cycling stress: Daily temperature swings from 22°C (overnight cooling) to 38°C+ (peak operation) stress component materials. Selecting components rated for extended temperature ranges (0-60°C minimum) provides degradation margin.
- Vibration transmission: Industrial facilities experience vibration from adjacent machinery. Relay units require mechanical isolation and vibration-damping mounting to prevent premature fatigue failures in electrical contacts.
Practical Implementation Framework for Singapore Facilities
Establishing a Lifecycle Management Program
Step 1: Inventory Current Systems: Document all control and safety components across your facility. Record installation dates, manufacturers, model numbers, and cumulative operating hours if available.
Step 2: Establish Baseline Testing: Schedule comprehensive baseline testing of all safety-critical components. This typically requires 4-8 hours per system depending on complexity. Engage qualified technicians from suppliers like 3G Electric who understand Singapore's regulatory requirements.
Step 3: Implement Monthly Monitoring: Assign facility personnel to conduct visual inspections and basic performance monitoring. Document findings in a centralized database.
Step 4: Quarterly Performance Review: Analyze trending data quarterly. Schedule predictive replacements 2-4 months ahead of anticipated failure based on degradation patterns.
Step 5: Maintain Strategic Inventory: Stock critical replacement components based on failure pattern analysis. Typical strategic inventory includes 1-2 extra units of each critical component type.
Step 6: Document All Activities: Maintain comprehensive records linking replacement dates, performance data, and regulatory compliance documentation. This becomes invaluable for audit preparation and facilitates knowledge transfer to new maintenance personnel.
Resource Requirements
Implementing predictive lifecycle management requires initial investment but delivers returns within 12-18 months:
- Personnel: One dedicated technician (approximately 10-15% of time allocation) for monitoring, testing, and documentation
- Equipment: Calibrated multimeter (₪200-500), thermopile testing apparatus (₪1,500-3,000), documentation software (₪500-1,500 annually)
- Parts Inventory: Initial stock of 2-4 units each of critical components, representing ₪10,000-20,000 working capital
- Training: Professional training in predictive diagnostics for maintenance staff (₪1,500-2,500 per technician)
Conclusion: Strategic Advantage Through Lifecycle Mastery
Controls & Safety lifecycle management transforms industrial operations from reactive crisis management to proactive optimization. By implementing systematic baseline testing, predictive monitoring, and strategic replacement planning, Singapore facilities achieve measurable reductions in downtime, maintenance costs, and regulatory risk.
3G Electric's 35 years of experience in industrial equipment distribution—specifically within Southeast Asia's regulatory environment—provides access to components, expertise, and logistical support that enable successful lifecycle programs. The difference between facilities that master lifecycle management and those that don't typically amounts to 30-40% savings in Controls & Safety total cost of ownership.
The investment in establishing comprehensive lifecycle management systems represents one of the highest-ROI capital allocations available to industrial plant managers—generating returns through reduced emergency maintenance, extended component life, and optimized inventory management. For Singapore facilities operating in highly regulated industries or competing on efficiency metrics, lifecycle management is not optional—it's a strategic imperative.