Controls & Safety: Pressure Regulation and Flow Management in Southeast Asian Industrial Operations
Pressure regulation and flow management form the operational backbone of Controls & Safety architectures in industrial burner systems. Unlike flame detection or electrical interlocking (which are well-documented in existing literature), the practical challenges of maintaining stable gas pressure, controlling fuel delivery rates, and managing system responsiveness under varying load conditions remain under-addressed for plant managers in Southeast Asia's high-humidity, temperature-variable industrial environments.
With 35+ years of experience distributing industrial equipment across the region, 3G Electric has observed that pressure control failures account for approximately 40% of unplanned burner shutdowns in manufacturing facilities. This article addresses the engineering decisions and maintenance practices that prevent those failures.
Section 1: Pressure Regulation Fundamentals and Component Selection
Pressure regulation in burner systems serves three critical functions: maintaining stable fuel delivery to the burner, protecting downstream components from overpressure, and enabling modulation of heat output in response to demand signals. The pressure range your system must maintain depends on fuel type and burner design—natural gas systems typically operate at 7–50 mbar, while LPG applications may require 15–100 mbar regulation.
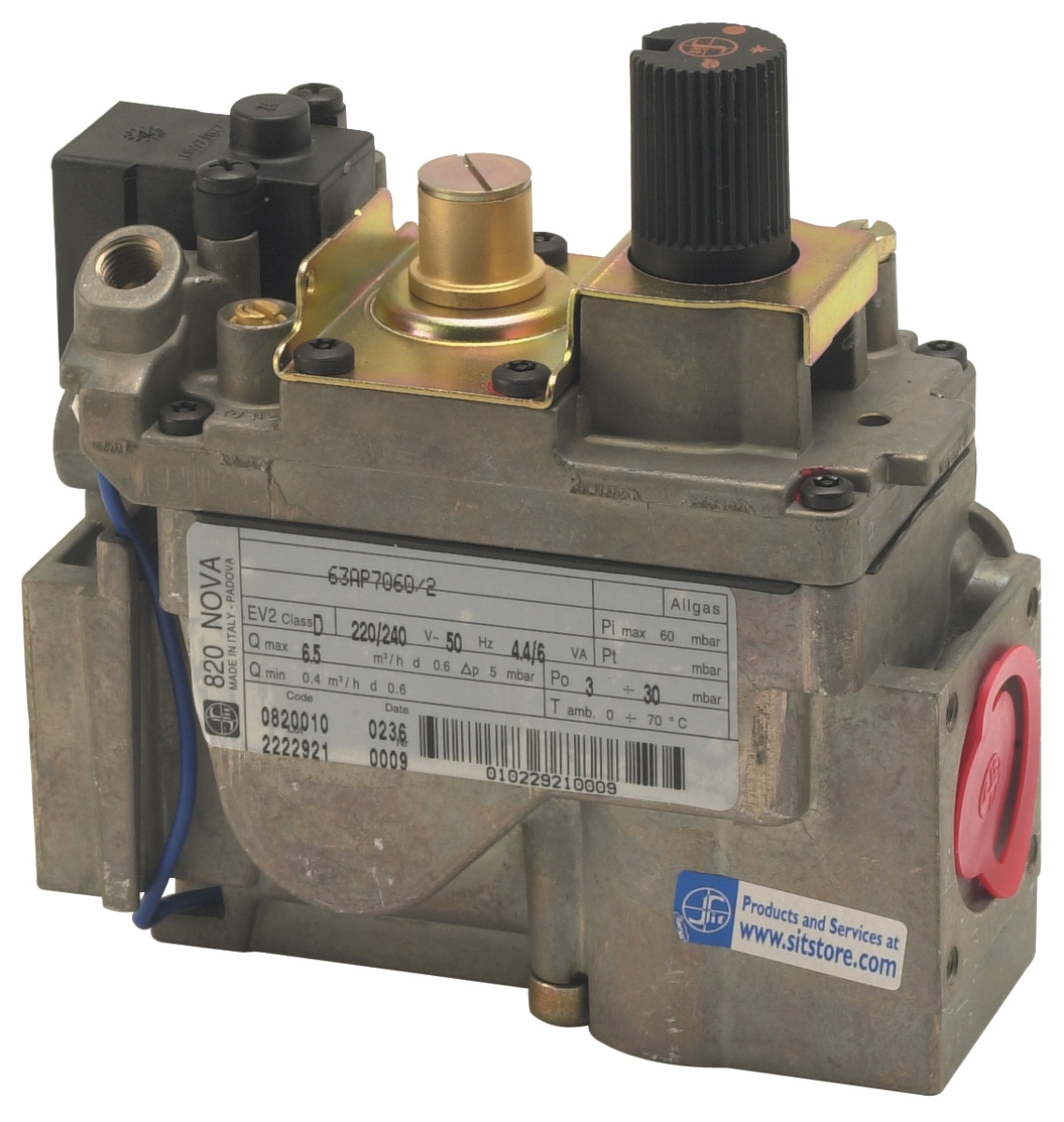
The SIT Tandem gas block 0837013 exemplifies this complexity. Rated for 7–50 mbar inlet pressure, it delivers up to 4.8 m³/h flow rate with a 5 mbar pressure drop across the valve assembly. For plant managers, this specification means: if your inlet pressure is 50 mbar and the block consumes 5 mbar, the outlet (burner-facing) pressure is 45 mbar. In Southeast Asia's tropical climate, ambient temperature swings between 25°C and 38°C cause gas density variations that shift actual flow rates by 8–12% if pressure isn't actively regulated.
When selecting a pressure control block, verify three parameters:
- Inlet pressure range compatibility: Match your supply pressure to the block's rated input range. Over-specifying (using a 0–6 bar regulator when 0.05–0.15 bar is required) introduces dead-band lag and oscillation.
- Flow capacity margin: Select a block rated for 120% of your maximum required flow. The SIT Minisit gas block 0710004, rated to 3.9 m³/h, suits smaller burners and pilot lights; the Tandem block accommodates larger primary burners. Undersizing creates backpressure that stalls ignition sequences.
- Pressure drop tolerance: In cascade configurations (pilot supply → main burner supply), secondary regulator pressure drop compounds. A 5 mbar drop at the Tandem block plus 3 mbar at a pilot regulator equals 8 mbar system loss—acceptable for 50 mbar inlet but critical if your inlet is only 15 mbar.
The SIT Sigma gas block 0845063, designed for industrial burner applications, incorporates servo-assisted pressure regulation rated at 230V 50Hz. The servo mechanism continuously adjusts valve opening based on downstream pressure feedback, maintaining ±2 mbar stability even as burner demand fluctuates. This is superior to simple spring-loaded regulators for systems requiring modulating output (e.g., boilers with variable heating load).
Section 2: Flow Management and System Integration Architecture
Flow management extends beyond pressure regulation to encompass valve sequencing, solenoid responsiveness, and load-matching logic. In Southeast Asia, industrial plants often operate multiple burner zones (process heating, space heating, DHW) sharing a common gas supply. Improper flow management causes cross-talk: when the process burner ignites suddenly, inlet pressure drops, starving the space heating burner.
Multifunctional control blocks integrate pressure regulation, solenoid valve logic, and safety shutoff in a single assembly, eliminating inter-component wiring complexity. The Tandem and Sigma blocks both feature integrated solenoid valves with programmable sequencing. The Tandem block supports both stepped (on/off) and modulating (proportional) operation, enabling you to configure different burner zones with different control strategies from a single component family.
Flow management tuning involves three practical adjustments:
1. Pressure setpoint calibration: Gas blocks typically include an adjustment screw (spring preload) accessible after removing the cover. On the Minisit block, turning the setpoint screw clockwise increases outlet pressure in 1–2 mbar increments. In humid tropical environments, annual recalibration is necessary because moisture ingress and salt-spray corrosion degrade spring hysteresis. Document your baseline setpoint (e.g., "45 mbar with 2 turns from factory setting") to accelerate future calibration.
2. Modulation range optimization: If your Sigma block operates in modulating mode, the control system gradually opens the servo valve as burner demand increases. The response rate—how quickly pressure adjusts to a demand signal—should match your flame detection system's response time. If flame detection reports flame loss in 200 ms but pressure modulation takes 400 ms to respond, you'll experience nuisance shutdowns. Consult the servo response curve in the Sigma block datasheet and compare against your burner's thermal inertia.
3. Load-matching logic: Configure your control system to anticipate load changes rather than react to them. For example, if you have a space heating burner and a process heating burner, energize the space heating supply 2–3 seconds before the process burner starts. This prevents pressure dips that would otherwise cause the process burner ignition to fail. This is a firmware or relay-logic adjustment, not a hardware change.
Section 3: Diagnostics, Monitoring, and Preventive Maintenance Protocols
Pressure regulation failures in Southeast Asia are typically caused by three mechanisms: (1) moisture contamination in the gas supply, (2) particulate blockage in solenoid valve seats, and (3) spring fatigue in the pressure adjustment mechanism.
Moisture ingress is the dominant failure mode in the region's humid climate. Gas supplied from outdoor storage tanks or poorly insulated lines experiences condensation as it cools. Water droplets corrode solenoid valve seats, causing slow-close failures where the valve doesn't fully shut, allowing gas to creep through and maintain unwanted pressure. The SIT Tandem block features an IP54 rating, providing splash protection, but internal moisture can still accumulate over 2–3 years of operation.
Preventive maintenance protocol:
- Monthly: Check inlet pressure gauge reading (if installed) and verify it's stable within ±2 mbar. Fluctuating inlet pressure indicates supply-side issues (compressor cavitation, worn regulator upstream).
- Quarterly: Inspect the gas block exterior for corrosion or water seepage around the solenoid coil connector. If condensation is visible, install or upgrade the coalescent filter on your gas supply line. The filter removes free moisture and aerosols before they reach the block.
- Annually: Have a certified technician perform a flow-rate measurement under actual burner load. Use a wet-test meter (soap-bubble method) or calibrated turbine meter to verify the block is delivering specified flow within 5% tolerance. This catches internal solenoid wear before complete failure.
- Every 3 years: Exchange the gas block or have it factory-serviced. Solenoid armature springs lose preload over time; a "soft" spring won't hold pressure setpoint accurately. The cost of preventive exchange (~$800–1200 USD depending on block model) is far less than emergency shutdown and production loss (~$5000–15,000 USD per day in a typical Southeast Asian manufacturing plant).
Monitoring systems should log outlet pressure continuously if your burner control system includes data acquisition capability. Digital pressure transducers (0–100 mbar range, 4–20 mA output) cost $150–300 and connect directly to your control panel. Track pressure trends over weeks; a gradual 2–3 mbar creep often precedes sudden solenoid failure by 1–2 weeks, giving you lead time for planned maintenance.
For systems using the SIT 0577211 control box, which is rated for gas appliances and boilers, the integrated microprocessor can be programmed to trigger a warning alarm if outlet pressure drifts beyond acceptable bounds. This is superior to passive pressure gauges, which require operator attention and suffer from dial creep in corrosive environments.
Section 4: Southeast Asia-Specific Considerations and Application Examples
Southeast Asia's industrial context—high ambient temperature, humidity, salt-spray in coastal zones, and variable supply pressure from aging gas infrastructure—introduces pressures that Northern Hemisphere designs don't always address.
Temperature effects: Gas density is inversely proportional to absolute temperature. A 50 mbar regulator setpoint at 25°C will deliver approximately 45 mbar (corrected) at 38°C due to density reduction, assuming constant upstream pressure. If your process requires stable stoichiometry (air/fuel ratio), this 10% variation causes incomplete combustion or sooting. Mitigation: (1) install the pressure block in a conditioned enclosure if possible, or (2) use a servo-assisted block like the Sigma 0845063, which compensates for this via continuous feedback.
Supply pressure variability: City gas networks in rapidly developing Southeast Asian regions often experience 10–15 mbar swings during peak demand hours. A regulator designed for 20–50 mbar nominal input may receive 35 mbar at 3 AM and 15 mbar at 6 PM. Only blocks with wide input rating ranges (e.g., the Tandem 0837013 at 7–50 mbar) maintain stable outlet pressure across this variation. Narrow-range blocks (5–15 mbar input) will over-regulate or under-regulate depending on supply conditions.
Coastal salt-spray environment: Facilities within 5 km of the coast (Malaysia, Thailand Gulf, Philippine coast) face accelerated solenoid coil corrosion. The IP54 rating of the Tandem block provides basic protection, but actual experience shows that after 18 months in salt spray, solenoid coils develop surface corrosion that increases electrical resistance and sluggish valve response. Specification recommendation: specify stainless-steel solenoid coil sleeves (upgrade cost ~$150 per block) for coastal installations, or plan solenoid replacement every 18 months instead of the standard 3-year interval.
Example: Dairy processing plant in Thailand
A 10 MW steam boiler plant in Chachoengsao uses a Tandem gas block as the primary fuel control for their natural gas supply (12 m³/h peak demand). During the plant's 2023 Q2 operational review, the plant manager noted that burner start-up time had increased from 8 seconds to 14 seconds, and occasional "soft-flame" conditions (incomplete ignition) were reported during low-load operation.
Diagnosis: The wet-test meter revealed actual delivery was 11.2 m³/h instead of the expected 12 m³/h—a 6.5% shortfall. The technician installed a digital pressure transducer and observed that outlet pressure oscillated ±3 mbar around the 30 mbar setpoint, vs. the previous stable reading. Root cause: the solenoid valve seat had developed micro-pitting from hard water deposits in the gas supply (the plant used an old coalescent filter rated only to 100 microns; hardness particles ≤100 micron had passed through).
Resolution: Replace the coalescent filter with a 3 micron absolute unit (cost $220), and perform a solenoid valve seat lapping procedure (field-repairable, 2-hour labor) instead of full block replacement. This restored flow to 11.95 m³/h and stabilized pressure to ±1 mbar. Annual maintenance cost: $220 filter + $180 labor vs. $1200 for block exchange.
Conclusion
Pressure regulation and flow management are not set-and-forget components—they are active control systems requiring seasonal and annual attention, particularly in Southeast Asia's challenging climate. By understanding the technical specifications of your gas control block (pressure range, flow capacity, servo response), implementing a rigorous monitoring protocol (monthly visual checks, quarterly coalescent filter inspection, annual flow measurement), and budgeting for preventive component exchange every 3 years, plant managers can achieve 98%+ system availability and avoid the catastrophic costs of unplanned shutdowns.
3G Electric's 35+ years of regional experience has shown that plants investing in pressure-control diagnostics and preventive maintenance outperform competitors by 15–20% in operational uptime. The tools are available—pressure transducers, wet-test meters, and calibrated solenoid valve test benches—and the technical expertise is accessible through regional service partners. The question is not whether you can afford to maintain your Controls & Safety pressure regulation system; it's whether you can afford not to.