Understanding Burners & Combustion Fundamentals
Burners & combustion systems form the backbone of industrial heating, power generation, and manufacturing processes worldwide. At 3G Electric, we've distributed and supported these critical systems for over 35 years, working with plant managers across diverse industries to optimize performance and reliability.
Combustion is a chemical reaction where fuel combines with oxygen to release thermal energy. The efficiency and consistency of this reaction depends heavily on fuel type selection, burner design, control systems, and operational parameters. Plant managers must understand how fuel characteristics influence equipment selection, installation requirements, and long-term operating costs.
The two primary fuel categories—liquid (oil) and gaseous (natural gas, propane)—each present distinct advantages and operational challenges. Your facility's fuel choice affects everything from capital expenditure and maintenance protocols to emission compliance and energy efficiency ratings.
Fuel Type Comparison: Oil vs. Gas Combustion Systems
Oil Burner Systems
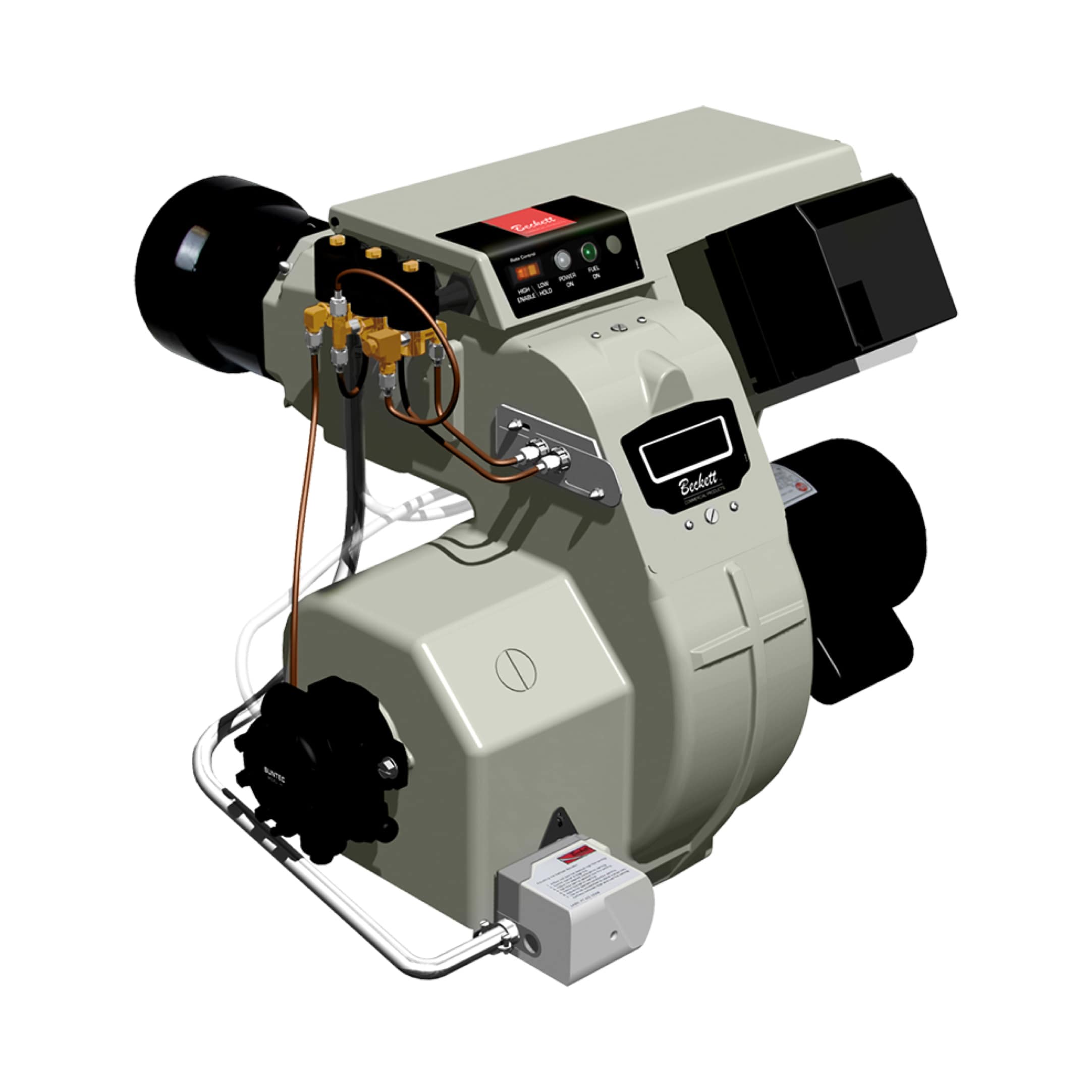
Oil burners excel in facilities where natural gas infrastructure is unavailable or unreliable. The Beckett CF3500 Oil Burner represents industrial-grade oil combustion technology, delivering 17.00 to 35.00 GPH (gallons per hour) capacity with direct spark ignition and flexible AC power options.
Advantages of oil combustion:
- Energy density: Fuel oil contains approximately 140,000 BTU per gallon compared to 1,000 BTU per cubic foot for natural gas
- Storage flexibility: On-site tank storage eliminates dependency on utility infrastructure
- Consistent supply: Not subject to seasonal gas shortages or supplier curtailments
- Thermal output: Excellent for high-demand applications requiring rapid heat generation
- Fuel viscosity management: Heating oil thickens in cold conditions, requiring preheating systems in northern climates
- Nozzle maintenance: Oil burners require regular nozzle inspection and cleaning every 250-500 operating hours
- Tank hygiene: Microbial contamination and water ingress in storage tanks necessitate regular maintenance protocols
- Combustion residue: Oil burning produces more ash and carbon deposits than gas, increasing cleaning frequency
Gas Burner Systems
Gas burners dominate modern industrial facilities due to cleaner combustion, lower maintenance requirements, and superior control precision. Natural gas and propane systems utilize solenoid valve technology for precise fuel flow regulation.
The CBM Fast gas solenoid valve VAS 110R/NW and CBM Fast EV VAS 365R/NW represent high-speed gas control solutions for applications requiring rapid fuel shutoff and modulation. For slower, steady-state applications, the CBM Slow gas solenoid VAS 125R/LW and CBM Slow gas solenoid valve VAS 340R/LW provide reliable flow control with extended service life.
Advantages of gas combustion:
- Combustion cleanliness: Gas produces minimal ash, reducing maintenance and extending heat exchanger life
- Emission profile: Lower particulate matter and easier compliance with environmental regulations
- Control precision: Solenoid valves enable millisecond-level response times for modulating burners
- Operational simplicity: No preheating, no tank management, minimal nozzle maintenance
- Cost efficiency: Natural gas typically offers lower per-BTU costs in areas with developed pipeline infrastructure
- Infrastructure dependency: Requires reliable utility gas supply with adequate pressure and quality standards
- Pressure regulation: Gas burners demand precise pressure regulation (typically 3.5-7 inches of water column)
- Solenoid valve maintenance: Periodic cleaning and diaphragm inspection ensures reliability
- Seasonal variations: Some regions experience winter gas supply constraints
Performance Optimization Strategies
Combustion Air Management
Proper combustion requires precise fuel-to-air ratios. Stoichiometric combustion (theoretically perfect mixing) requires approximately 15 parts air to 1 part fuel by weight for most hydrocarbon fuels. In practice, industrial burners operate at 3-10% excess air to ensure complete fuel oxidation.
Plant managers should monitor:
- Flue gas analysis: Periodic measurement of CO, CO₂, and O₂ levels identifies combustion efficiency degradation
- Draft conditions: Both natural and forced-draft systems require adequate air supply velocity
- Heat exchanger fouling: Reduced air passage diameter increases resistance and reduces burner performance
- Ambient temperature effects: Cold intake air improves combustion efficiency; hot ambient conditions reduce oxygen density
Thermal Efficiency Enhancement
Modern burners achieve 80-95% thermal efficiency depending on fuel type and system design. Efficiency improvements directly reduce operating costs and environmental impact.
Key optimization tactics:
- Regular cleaning: Scale, ash, and soot accumulation reduces heat transfer by 1-2% per millimeter of deposit thickness
- Combustion tuning: Adjust air/fuel ratio annually to maintain optimal efficiency
- Preheating recovery: Capture flue gas sensible heat through economizers to preheat combustion air or process water
- Insulation maintenance: Ensure burner block and combustion chamber insulation remains intact
Fuel Quality Control
Fuel characteristics directly impact burner performance and component longevity.
Oil quality specifications:
- Viscosity: Must match burner specifications (typically 1.4-2.6 cSt at 40°C)
- Sulfur content: Lower sulfur content reduces corrosion and emission formation
- Water content: Exceeding 500 ppm triggers microbial growth and nozzle fouling
- Ash content: Limits typically ≤0.02% to prevent excessive carbon deposits
- Pressure stability: Utility pressure should remain within ±10% of design setpoint
- Moisture content: Excessive water vapor causes valve stiction and control unreliability
- Hydrocarbon dew point: Liquid condensation in fuel lines creates control valve problems
- Odorant consistency: Mercaptan concentration affects flame detection reliability in some burner designs
Integration with Control Systems
Modern burner controls interface with solenoid valves, ignition systems, and flame detection devices. The valve selection—fast-response versus slow-response—directly impacts system response characteristics.
Fast-response solenoids (like the VAS 110R/NW) enable rapid modulation and are essential for:
- Fluctuating load applications
- Systems requiring quick shutdown capability
- Precision temperature control processes
- Steady-state heating applications
- Systems with thermal inertia buffering load variations
- Applications prioritizing solenoid longevity over response speed
Proper valve selection prevents control instability, reduces safety relay cycling, and extends component service life.
Practical Plant Manager Recommendations
Immediate actions for your facility:
1. Document current specifications: Record burner model, fuel type, capacity (GPH or CFH), control type, and maintenance history
2. Establish baseline efficiency: Conduct flue gas analysis and heat input measurements to establish performance benchmarks
3. Implement seasonal preparation: Schedule pre-winter burner inspections and nozzle cleaning for oil systems; verify gas pressure regulation for gas systems
4. Review fuel quality: Arrange annual fuel analysis and implement storage tank maintenance programs
5. Train operations staff: Ensure personnel understand fuel characteristics, safety interlocks, and basic troubleshooting procedures
6. Partner with qualified suppliers: Work with distributors like 3G Electric who understand both your equipment and regional fuel characteristics
With over 35 years supporting industrial facilities globally, 3G Electric recognizes that burner selection and optimization demands technical expertise matched to your specific operational requirements, local fuel availability, and long-term cost objectives.

