Infrared Flame Detection in Burner Controls & Safety Systems: A Global Application Guide
Infrared (IR) flame detection represents a specialized but essential technology within modern burner control and safety systems, particularly for fuel oil burners operating across global industrial environments. Unlike general-purpose flame sensors that respond to visible light across a broad spectrum, infrared flame detectors monitor narrow, fuel-specific wavelength bands—allowing procurement engineers to specify systems with superior immunity to ambient light interference and false-alarm conditions. This application guide explores how IR flame detection technology integrates with automatic safety control architectures, the technical parameters that drive component selection, and real-world deployment considerations for industrial heating and combustion equipment.
How Infrared Flame Detection Works in Burner Safety Architecture
Infrared flame detection operates on a fundamentally different principle than conventional photo-resistive or phototransistor-based sensors. Rather than detecting visible light across the entire spectrum (400–700 nm), IR detectors are tuned to wavelengths emitted specifically by burning fuel—typically in the 800–1100 nanometer range for oil flame supervision. This spectral selectivity is the technology's primary advantage: it rejects interference from sunlight, arc welding, fluorescent fixtures, and other common industrial light sources that would trigger false alarms in broadband sensors.
When fuel ignites within a burner combustion chamber, it radiates infrared energy characteristic of the combustion process. The IR detector receives this radiation, converts it to an electrical signal, and transmits that signal to a safety control relay. The relay then interprets the signal presence (flame detected) or absence (flame loss) and executes pre-programmed logic—maintaining ignition, triggering fuel shutdown, or initiating a purge cycle depending on the control system's design and the burner's operating phase.
The integration point between the IR detector and the control system is critical. IR detectors must output signals compatible with the safety relay's input amplifier, typically a 220–240 V supply voltage with frequency response capabilities in the 15–250 Hz range. This bandwidth ensures the system can respond to flame flicker (a normal characteristic of fuel combustion) while filtering out high-frequency electrical noise. The mounting position flexibility of most IR detectors—they can operate in any orientation—simplifies installation in confined combustion chamber geometries common in industrial boilers, kilns, and warm-air generators.
Technical Specifications and Product Integration
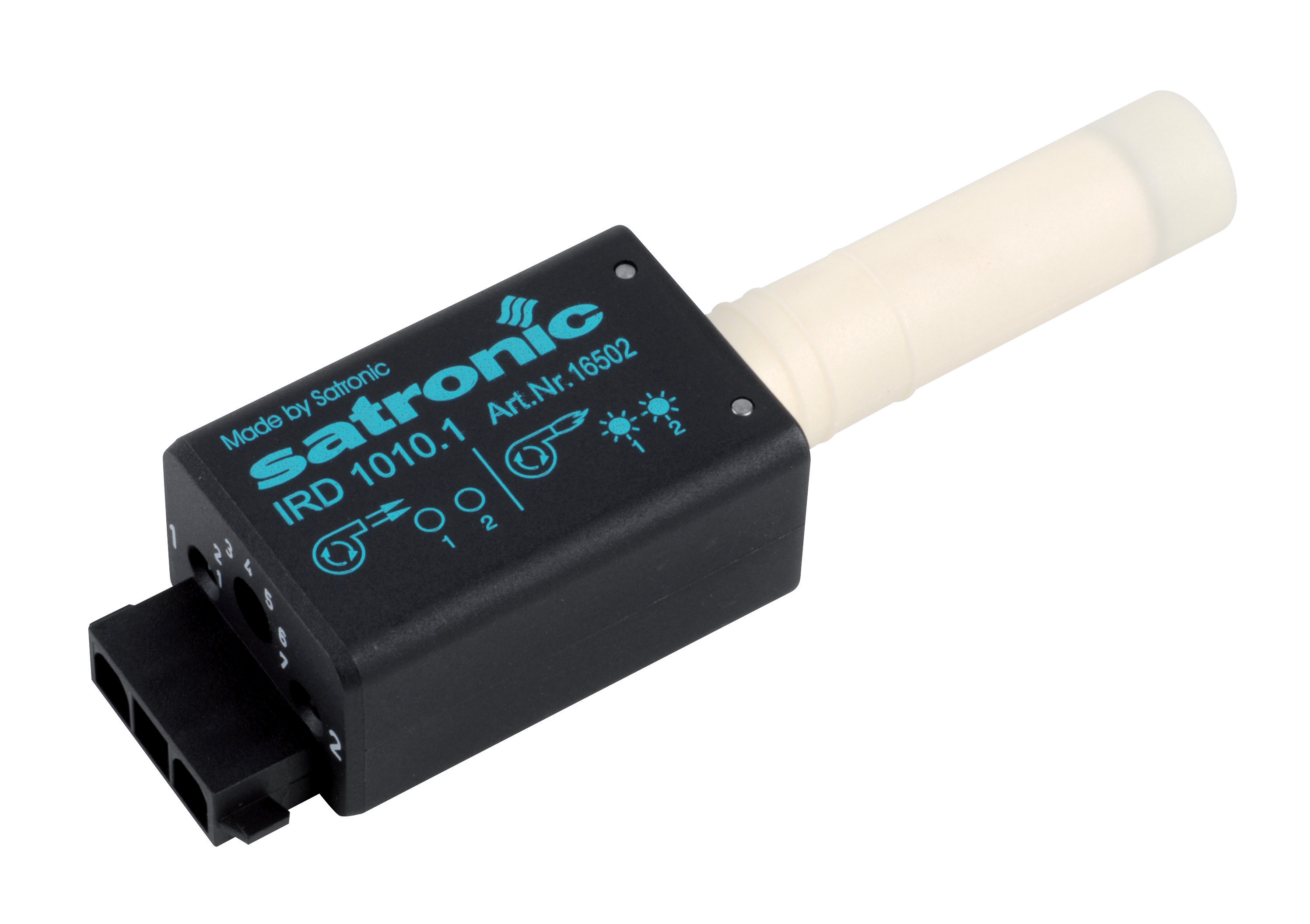
The CBM IRD 1010 blue cell exemplifies industrial-grade infrared flame detection technology. This detector operates across the 800–1100 nanometer spectral range, with a peak response at 950 nm when equipped with the daylight filter—a critical feature for outdoor or sunlit installations where solar radiation would otherwise saturate a conventional sensor. The device is rated for supply voltages between 220–240 V (−15% to +10% tolerance), accommodating the voltage fluctuations common in industrial electrical distribution systems. Its frequency response of 15–250 Hz (−12 dB) provides adequate bandwidth for real-time flame supervision while rejecting 50/60 Hz electrical noise and higher-frequency interference from switched-mode power supplies.
Protection rating IP 41 ensures the detector can withstand light water spray and airborne dust—typical environmental hazards in boiler rooms and equipment enclosures—without electrical degradation. The sensor's ability to mount in any position simplifies integration into existing burner geometries where optical sightlines may be constrained or angled relative to traditional horizontal/vertical orientations.
Integration with safety relays requires careful attention to signal conditioning. The IRD 1010 outputs a voltage signal proportional to the infrared radiation intensity it receives. This signal connects to a safety relay's flame-supervision input, where an integrated amplifier interprets signal presence and absence. The relay performs the critical safety function: if flame is detected during the burner's run phase, the control permits fuel flow to continue; if flame is lost, the relay triggers a lockout and prevents restart without manual intervention or a timed reset cycle. This non-volatile lockout behavior is essential for preventing uncontrolled fuel accumulation in the combustion chamber—a significant explosion and safety hazard.
Complementary to IR detection, burner control systems often incorporate multi-functional safety relays such as the CBM LAL 2.14, which provides universal intermittent-service burner supervision for oil-fired equipment. The LAL 2.14 supports multiple flame-monitoring input types including infrared sensors, blue-flame photocells (QRC1), and selenium photoresistors (RAR), allowing engineers to standardize on a single relay platform across mixed sensor technologies.
Real-World Application Examples Across Global Industries
Industrial Boiler Systems: Large fired-tube and water-tube boilers commonly employ IR flame detection for reliable supervision of fuel oil burners in the 30–100 kg/h throughput range. In facilities where natural sunlight penetrates the boiler room—such as coastal refineries or outdoor power-generation installations—the daylight filter capability of the IRD 1010 prevents nuisance lockouts caused by solar radiation entering the combustion chamber observation port. The detector's any-position mounting allows placement at angles suited to the boiler's optical access points, eliminating costly geometry modifications.
Warm-Air Generators and Kilns: Industrial process heaters operating in batch or intermittent modes benefit from IR detection's immunity to ambient light. In ceramic kilns, glass furnaces, and food-processing dryers where periodic ignition cycles occur, IR sensors provide reliable flame supervision without the false-alarm susceptibility of broadband detectors exposed to high-temperature radiant surfaces.
Combined Heat and Power (CHP) Installations: In distributed generation facilities, dual-fuel burners switching between natural gas and fuel oil require flame detection technology robust enough to handle both fuel types. IR detectors, calibrated to the 950 nm peak response band, provide consistent supervision across fuel transitions without requiring sensor or relay changes, reducing commissioning complexity and maintenance burden.
Selection Criteria and Engineering Best Practices
When specifying infrared flame detection for a new installation or retrofit, procurement engineers should evaluate these key parameters:
Spectral Range and Daylight Filter: Confirm that the detector's peak response (typically 950 nm) aligns with your fuel type's combustion signature. For outdoor or sunlit installations, mandatory daylight filtering prevents solar interference. Indoor applications in thermally stable boiler rooms may omit the filter without risk.
Voltage Supply and Frequency Response: Verify the detector's supply voltage tolerance matches your facility's electrical standard. Confirm the 15–250 Hz frequency response is compatible with your safety relay's input amplifier bandwidth—mismatch can result in nuisance lockouts or delayed response to genuine flame loss.
Protection Rating and Environmental Exposure: IP 41-rated detectors suit typical industrial enclosures. For high-moisture environments (steam boiler rooms, humidified process spaces), specify IP 54 or higher protection to ensure long-term reliability.
Sensor-to-Relay Compatibility: Confirm the detector's output signal level and impedance are compatible with your control relay's input stage. The LAL 2.14 and similar multi-input relays provide broad compatibility, but custom engineered systems require detailed signal specification.
Calibration and Maintenance: Infrared detectors accumulate dust and combustion deposits on their optical windows, reducing sensitivity over time. Schedule annual cleaning and optical path verification as part of preventive maintenance to ensure sustained flame detection reliability.
Conclusion and Next Steps
Infrared flame detection delivers superior reliability and false-alarm immunity for burner controls and safety systems deployed across diverse global industrial environments. By understanding spectral selectivity, voltage compatibility, and integration architecture, procurement engineers can confidently specify IR-based flame supervision systems that enhance operational safety while reducing nuisance shutdowns. The combination of robust infrared sensors with proven safety relays creates a reliable foundation for intermittent and continuous burner operation.
To explore infrared flame detection components suitable for your specific application—whether you're retrofitting an existing boiler system or engineering a new installation—contact the applications engineering team at 3G Electric. We maintain stock of complementary flame detectors, safety relays, and control components from leading manufacturers, and our engineers can assist with system design, compatibility verification, and commissioning support for projects across Global industries.