Burner Control Systems vs. Flame Detection Sensors in Singapore: Which Technology Suits Your Industrial Application?
Industrial burner systems depend on two complementary but distinct technologies: automatic burner control relays that manage fuel flow and ignition sequencing, and flame detection sensors that verify combustion and trigger safety shutdowns. For industrial professionals managing boiler systems, steam generators, kilns, and warm air systems in Singapore, understanding the differences between these technologies is essential for system reliability, safety compliance, and operational efficiency. This guide compares the core architectures, technical specifications, and real-world applications of modern burner control systems and flame detection technologies to help you make informed equipment selection decisions.
Understanding Burner Control Systems: Architecture and Function
Automatic burner control systems serve as the "brain" of combustion equipment, orchestrating the entire ignition and fuel supply sequence from startup through normal operation to safe shutdown. These relay-based systems manage multiple functions: fuel valve control, fan motor startup and modulation, ignition timing, post-purge ventilation, and lockout protection. In industrial settings across Singapore, control relays operate in one of two primary modes—intermittent operation (burner fires on demand and shuts down when heat demand ceases) or continuous operation (burner maintains steady-state combustion). The design architecture varies significantly based on fuel type (gas vs. oil), draft condition (atmospheric vs. forced-draught), and application complexity.
Modern control relays incorporate non-volatile memory lockout functions, meaning that if a safety fault occurs during operation—such as flame loss or pressure deviation—the system automatically locks out and requires manual reset by an operator. This is a critical safety feature mandated by industrial combustion standards. The control relay continuously monitors sensor inputs (pressure switches, flame detectors, thermostats) and executes predefined logic sequences to maintain safe operation. Systems designed for gas burners, for example, must manage fuel pressure verification before allowing ignition, while oil burner controls must monitor nozzle temperature and atomizer operation. The electrical protection rating (typically IP 40 for industrial relays) ensures that the control electronics remain protected from dust and moisture in mechanical spaces, a significant consideration for Singapore's humid industrial environments.
Flame Detection Technologies: Photoresistive, Infrared, and Phototransistor Sensors
Flame detection sensors represent the critical safety link in burner control architecture, providing real-time verification that combustion is actually occurring. Three primary sensor technologies dominate industrial burner applications, each with distinct detection principles and application suitability. Understanding their technical differences is essential for proper system integration.
Photoresistive Cells (Cadmium Sulfide): These sensors, such as the CBM Cell 8207, use cadmium sulfide material that changes electrical resistance when exposed to flame light. Photoresistive sensors are cost-effective and widely used in oil burner applications, but they have slower response times (typically 2-5 seconds) and require amplification circuits in the control relay. They work by measuring the visible light spectrum generated by the flame. Temperature is a limiting factor—photoresistive cells must be kept below 100°C during normal operation through proper installation in insulated holders, which can complicate mounting in hot combustion chambers.
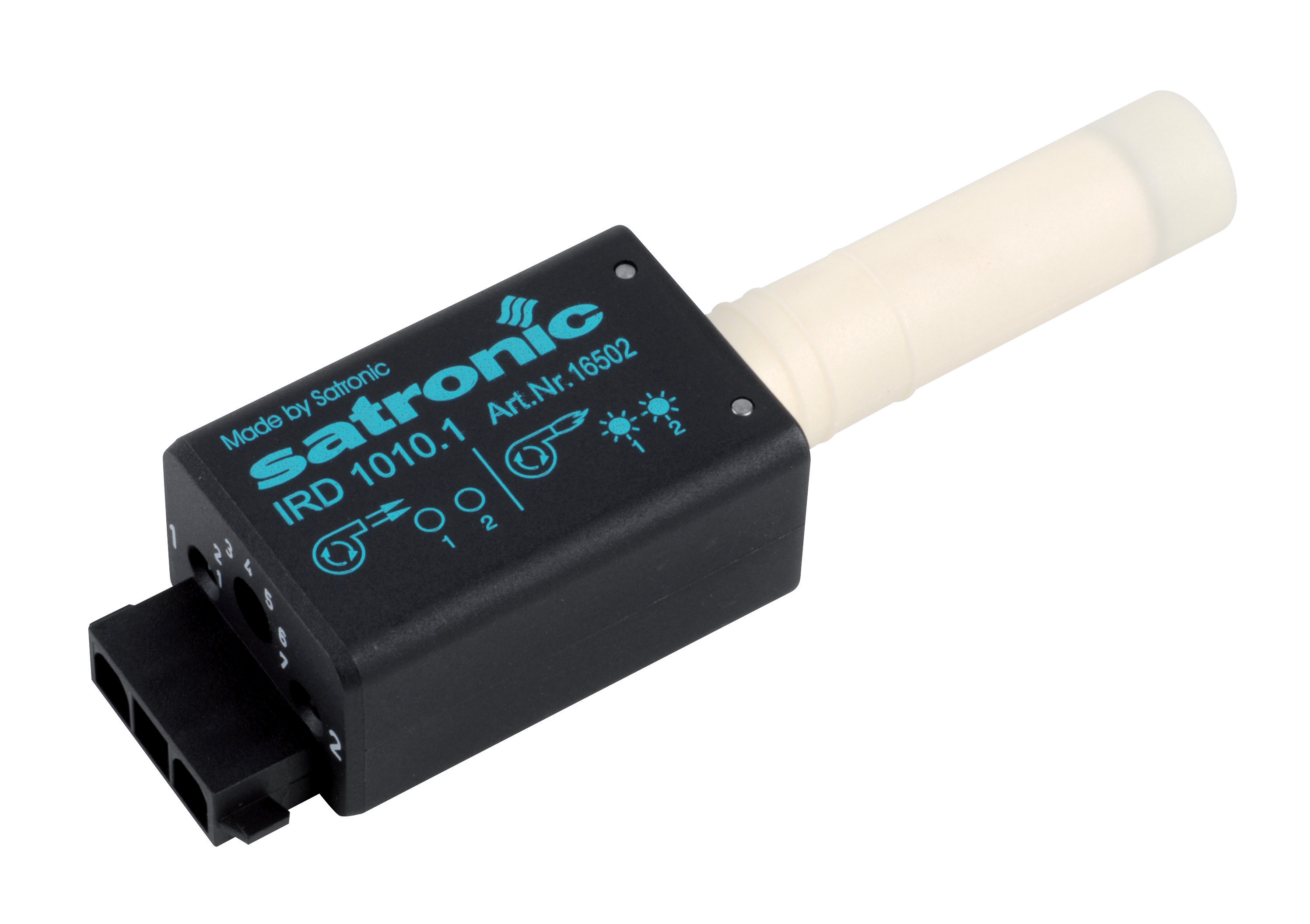
Infrared Detection: The CBM IRD 1010 blue cell represents modern infrared flame detection, which monitors the ultraviolet and near-infrared radiation signature specific to fuel flame combustion. Infrared detectors offer several technical advantages: faster response times (typically under 1 second), higher operating temperatures (up to 180°C ambient exposure), and inherent rejection of ambient light interference. These sensors are particularly valuable in industrial applications where ambient light may be present or where rapid flame loss detection is safety-critical. The IRD 1010 specifically detects the characteristic flickering pattern of fuel flame (infrared vacillation), which distinguishes true combustion from false signals caused by hot surfaces or radiant heat.
Phototransistor Sensors: Modern phototransistor flame sensors represent the latest generation of detection technology, offering superior speed and RoHS 2011/65/EU compliance for hazardous substance reduction. These solid-state sensors use silicon phototransistors to detect visible flame light with response times comparable to infrared detectors and are increasingly specified for new industrial installations in regulated markets like Singapore where environmental compliance carries operational importance.
The choice between sensor types fundamentally depends on fuel type (oil burners traditionally use photoresistive or infrared; gas burners increasingly use phototransistor), ambient temperature conditions, response time requirements, and integration with specific control relay architectures. The control relay must be matched to the sensor technology—for example, photoresistive sensors require amplification, while infrared sensors typically include integral signal processing.
Control Relay Selection: Matching System Architecture to Application Requirements
Industrial burner control relays fall into distinct product families designed for specific fuel types and operating conditions. Understanding these categories enables proper equipment selection for your application.
Gas Burner Controls: The CBM Relay SM 592.2 represents the Eurobox series designed specifically for atmospheric and fan-assisted gas burners operating in intermittent mode (the most common commercial boiler application). These systems are engineered to manage gas fuel pressure verification, electric ignition sequencing, post-purge fan operation, and flame monitoring through integrated logic. Gas control relays typically feature longer safety times (to allow complete fuel purge before re-ignition attempts) and pressure monitoring requirements that oil systems do not need. The SM 592.2 configuration provides specific timing delays (TW = warm-up time, TS = safety time) that can be selected to match equipment-specific requirements.
Forced-Draught Gas Systems: For applications requiring active combustion air pressure control, the CBM Relay VM 41 TW30/TS3 (Eurogas series) is specifically designed for forced-draught burners where fan pressure must be verified before gas valve opening is allowed. This control architecture is common in industrial heating systems, steam boilers, and large commercial installations where combustion air reliability is critical to safe operation.
Oil Burner Controls: The CBM Relay GR1 10.10 (Euro-Oil series) addresses the distinct requirements of oil burner control, including nozzle temperature monitoring, atomizer pressure verification, and oil pump motor management. Oil burners require longer purge cycles and higher flame detection sensitivity due to the heavier fuel's combustion characteristics.
Integrated Control Bases: Modern control systems often integrate the relay, terminal connectors, and sensor sockets into a single base unit. The CBM Base for GE 733 exemplifies this modular architecture, allowing field technicians to swap control relays while maintaining consistent wiring and sensor integration—a significant time-saver during system upgrades or repairs in the Singapore industrial market where downtime directly impacts production costs.
Burner Hardware Integration: Gas Modulation and Combustion Efficiency
While control systems manage the electrical sequence, the physical burner hardware must match the control system's capabilities. The FBR BURNER GAS X5/MF TL EL VC LPG burner demonstrates how modern burner design integrates with advanced control systems. This modulating gas burner is compatible with PID (proportional-integral-derivative) fully modulating control when equipped with an optional modulation kit and probe, enabling continuous fuel supply adjustment across a wide power range (69.8 kW minimum to 349 kW maximum). The burner's die-cast aluminum body houses a high-pressure fan for efficient combustion air delivery, while its combustion head design achieves high efficiency and flame stability across the full modulation range.
The FBR X5 burner accepts multiple natural gas fuel categories (I2R, I2H, I2L, I2E series, I3 series), making it suitable for diverse gas supplies available throughout Singapore. Its minimum fuel train pressure requirement (27 mbar for natural gas, 33 mbar for LPG) should be verified against your facility's gas supply specification. The IP 40 electrical protection rating ensures reliability in dusty or humid mechanical spaces typical of boiler rooms. Notably, this burner's compact dimensions and rationalized component layout reduce installation space—a practical advantage in Singapore's space-constrained industrial facilities.
Real-World Application Scenarios: Matching Technology to Industrial Needs
Scenario 1: Hospital Steam Boiler System (Continuous Operation, High Reliability): A Singapore hospital requires a large-capacity steam boiler for sterilization and heating systems with uninterrupted operation. The application demands a forced-draught gas burner control system (such as the VM 41 Eurogas relay) to ensure combustion air pressure is verified continuously, combined with an infrared flame detector for rapid loss-of-flame recognition. The system must incorporate non-volatile lockout with manual reset to prevent automatic restart after faults, meeting healthcare facility safety requirements. The hospital's 24/7 operation justifies investment in faster-response infrared detection over slower photoresistive sensors.
Scenario 2: Food Processing Plant Warm Air System (Intermittent Operation, Cost-Sensitive): A Singapore food processing facility uses an atmospheric gas burner that fires intermittently based on thermostat demand. The facility prioritizes initial equipment cost and ease of maintenance over maximum detection speed. An Eurobox series control relay (such as SM 592.2) with a photoresistive flame sensor offers proven reliability and lower cost, acceptable for intermittent operation where slower sensor response is not safety-limiting. The control base modular design simplifies field replacements if maintenance becomes necessary.
Scenario 3: Precision Industrial Kiln (Modulation Required, Efficiency Priority): A manufacturing facility operates an industrial kiln requiring precise temperature control through burner power modulation. The FBR X5 burner with PID modulation capability, controlled by an appropriate relay system, enables the facility to maintain steady kiln temperature by continuously adjusting fuel flow in response to temperature sensor input. This modulation approach reduces fuel consumption and thermal cycling stress on kiln components, extending equipment life and reducing operational costs in competitive manufacturing environments.
Technical Comparison: Control Systems and Flame Detection Technologies
| Technology Parameter | Photoresistive Cells | Infrared Detectors | Phototransistors |
|---|---|---|---|
| Detection Principle | Visible light → resistance change | IR/UV flame signature + flicker analysis | Visible light → semiconductor photocurrent |
| Response Time | 2–5 seconds | 0.5–1 second | 0.5–1 second |
| Max Operating Temp | 100°C (sensor element) | 180°C ambient exposure | 150°C ambient exposure |
| Ambient Light Rejection | Poor; requires shielding | Excellent; flicker analysis eliminates false triggers | Good; faster response reduces ambient light impact |
| Integration Requirements | Requires amplifier circuit in relay | Integral signal processing; direct relay input | Integral signal processing; direct relay input |
| Typical Application | Oil burners; intermittent operation; cost-sensitive | Oil/gas burners; high reliability; rapid detection required | Gas burners; modern installations; RoHS compliance needed |
| Reliability in Humid Climates | Fair; moisture can affect resistance | Excellent; sealed optics resist humidity | Excellent; solid-state design resists humidity |
Table Notes: Response time is measured from flame loss to sensor signal output. Operating temperature varies by specific sensor model and installation mounting method. Photoresistive cells require thermal isolation in hot environments, which constrains design flexibility. Infrared and phototransistor detectors' rapid response times make them preferred for safety-critical applications where delayed flame loss recognition could allow dangerous fuel accumulation. Singapore's tropical humidity makes sealed optical designs (infrared and phototransistor) advantageous over photoresistive technology for long-term reliability.
Selecting the Right Control System for Your Singapore Industrial Application
Control system selection should follow a structured evaluation process. First, identify your fuel type (natural gas, LPG, or oil) and operating mode (intermittent or continuous), which narrows the control relay family to consider. Next, assess your ambient conditions—Singapore's humidity and tropical temperature cycles favor sealed optical sensor designs and IP 40-rated relay enclosures to prevent corrosion and condensation damage. Third, evaluate safety and response requirements: if your application involves hazardous pressure accumulation potential or requires rapid shutdown capability, invest in infrared or phototransistor detection over photoresistive sensors. Finally, consider total cost of ownership, not just initial equipment cost—faster-response infrared detectors prevent nuisance lockouts that interrupt production, offsetting their higher purchase price through reduced downtime.
For modulating burner systems like the FBR X5, ensure your control relay supports proportional modulation control and that you specify the appropriate modulation kit and probe at purchase time to avoid costly retrofits. Verify fuel pressure specifications (27-33 mbar for the FBR X5) match your gas supply or require pressure regulation installation.
The complete range of burner controls and flame detection systems available through industrial distributors in Singapore encompasses solutions for virtually all industrial combustion applications. Understanding the technical distinctions between control relay architectures and flame detection technologies positions your facility to make informed decisions that balance safety, reliability, efficiency, and cost across the equipment lifecycle.
Conclusion: Making Informed Equipment Decisions
Burner control systems and flame detection sensors are complementary technologies that work in concert to ensure safe, efficient industrial combustion. Control relays orchestrate the fuel supply sequence and manage safety interlocks, while flame detection sensors provide real-time verification that combustion is occurring. The distinction between photoresistive, infrared, and phototransistor sensor technologies reflects decades of engineering refinement, with each technology suited to specific applications based on response time, temperature rating, ambient light environment, and integration requirements. For industrial professionals in Singapore managing boiler systems, steam generators, kilns, or warm air heating equipment, evaluating control system options against your facility's specific operational demands, environmental conditions, and reliability standards will deliver superior performance and cost-effectiveness.
Ready to upgrade or select new burner control systems for your industrial application? Contact the team at 3G Electric Singapore for technical consultation, system recommendations tailored to your facility's requirements, and assistance with control relay and flame detector selection. With more than three decades of experience distributing industrial combustion equipment, 3G Electric provides the technical expertise and product range to support your industrial heating and combustion system needs.