Oil Supply Systems and Gas Valve Applications in Singapore Industrial Settings: A Technical Selection Guide
Industrial heating systems, oil burners, and gas-fired equipment represent critical infrastructure across Singapore's manufacturing, hospitality, and commercial sectors. Whether managing a food processing facility, a large hotel complex, or industrial manufacturing operations, understanding the correct specification and application of oil supply systems and gas valve components is essential for operational reliability and safety compliance. This guide examines the technical requirements, component selection criteria, and real-world applications of these systems, drawing on specifications from industry-standard equipment available through authorised distributors in Singapore.
Understanding Oil Supply and Gas Valve System Architecture
Modern industrial combustion systems require precisely engineered subsystems to deliver fuel reliably while maintaining safety and performance standards. An oil supply system typically comprises a fuel pump, pressure regulation components, solenoid-operated valves, and control instrumentation. Gas valve systems operate on similar principles but with variations to accommodate gaseous fuel properties and pressure ranges.
The fundamental purpose of an oil supply unit is to draw fuel from a storage tank, pressurize it to the burner's operational requirements, regulate that pressure within tight tolerances, and deliver fuel in controlled quantities. Oil supply components must handle varying viscosity levels across seasonal temperature fluctuations—a particular consideration in tropical climates like Singapore where ambient temperatures remain consistently high.
Solenoid-operated valves form the control interface between pump delivery and burner ignition. These electromagnetic devices enable precise timing and flow control, responding instantly to control signals from burner management systems. The coil assembly—the electromagnetic component that generates the magnetic field—must match both the electrical supply characteristics (voltage and frequency) and the pressure differential across the valve. For instance, 230V AC supply is standard across Singapore's industrial infrastructure, while some applications require 24V AC control circuits for integration with modern automation systems.
Gas valve systems operate under different pressure profiles than oil systems. Low-pressure applications (200 mbar to 6 bar range) are common in distributed gas networks, while high-pressure regulation systems handle delivery pressures up to 500 bar in specialized industrial applications. Pressure measurement and monitoring through calibrated gauges ensures system integrity and operational safety.
Technical Specifications and Component Selection
Selecting appropriate components requires detailed understanding of system operating parameters. The CBM VD2 LR-2.2 low-pressure pump exemplifies modern oil burner fuel units designed to EN 225 international standards. This compact unit features high suction capability, self-priming functionality, and reliable pressure regulation suitable for both single and two-pipe fuel supply systems. Its design accommodates mounting to standard oil burner flanges, ensuring compatibility across equipment from multiple manufacturers.
[PRODUCT_IMAGE:ALI05012]For solenoid valve control, the CBM Coil 1930.1814 230V VML provides 230V AC actuation for 2½" to 3" valve bodies operating at 200 mbar. This specification matches Singapore's standard electrical supply while maintaining compatibility with low-to-medium pressure gas applications. The 200 mbar operating pressure represents typical distribution pressures in municipal gas networks.
[PRODUCT_IMAGE:ELK26121]For applications requiring lower control voltages and 24V AC supply integration, the CBM ELV coil assembly provides standardized electromagnetic actuation compatible with ELV7 series valve bodies. This voltage specification enables integration with PLC-based control systems and safer low-voltage control circuits in hazardous environments.
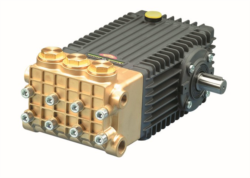
[PRODUCT_IMAGE:ELV93006]High-performance applications demand pump units capable of sustained high-pressure delivery. The Interpump PUMP 5015 R ATEX delivers 15 L/min at 500 bar (50 MPa / 7,250 psi) with 20 hp (14.7 kW) input power. ATEX certification indicates suitability for explosive atmospheres, a critical requirement in petrochemical facilities and refineries. At 1,450 rpm operation, this unit achieves high efficiency while maintaining durability. Comprehensive pressure instrumentation ensures system monitoring and safety compliance.
[PRODUCT_IMAGE:W05015EX-000]System pressure measurement requires accurate, reliable gauges calibrated to appropriate ranges. The CBM stainless steel axial manometer provides D63 (63mm) diameter measurement capability with 0 to 400 mbar range and ±1.6% accuracy across full scale. Stainless steel construction ensures corrosion resistance in humid tropical environments, while the G1/4 connection standard ensures compatibility with standard system instrumentation ports.
[PRODUCT_IMAGE:ROS23014]Real-World Application Examples in Singapore Industries
Large commercial heating applications represent a primary use case for integrated oil supply and gas valve systems. Hotels, hospitals, and institutional facilities across Singapore maintain continuous hot water and space heating demands. These facilities typically employ dual-fuel or switchable systems, requiring reliability under extended operational hours.
The FBR X GAS XP 60 CE TC EVO gas burner represents industrial-scale combustion equipment with operating range from 232 kW minimum to 630 kW maximum, suitable for large institutional heating loads. Such equipment requires integrated fuel supply and valve control systems calibrated to precise burner specifications. The solenoid valve coils must respond within defined timing windows, while the fuel delivery pressure must remain stable across the full modulation range.
[PRODUCT_IMAGE:002345_41]Manufacturing facilities requiring process heating—such as textile dyeing operations, food processing, or chemical manufacturing—depend on consistent fuel delivery and precise temperature control. These applications demand pump systems with reliable pressure regulation and solenoid valve systems that respond rapidly to control signals from process instrumentation.
Petrochemical and refinery operations require ATEX-certified equipment due to potentially explosive atmospheres. The Interpump 5015 R ATEX pump unit meets these stringent safety requirements while delivering the high-pressure, high-flow performance necessary for heavy industrial fuel injection and circulation applications.
Selection Criteria and Best Practices for Singapore Operations
Electrical Supply Compatibility: Verify that solenoid coil voltage ratings (230V AC or 24V AC) match your facility's control circuit voltage. Most Singapore industrial facilities operate on 230V single-phase or three-phase 415V systems. Control circuit design determines whether you require 230V direct actuation or 24V control-level operation.
Pressure Range Verification: Match pump discharge pressure and solenoid valve pressure ratings to actual system requirements. Oversizing creates unnecessary energy consumption; undersizing risks operational failure. The CBM coil assemblies are rated for specific pressure ranges—the 200 mbar rating suits low-pressure gas applications, while higher-rated units accommodate medium-pressure systems up to 6 bar.
Climatic Considerations: Singapore's tropical environment, with high ambient temperatures and humidity, demands corrosion-resistant materials. Stainless steel gauge bodies and sealed electrical connections ensure long equipment life. Oil viscosity changes with temperature—ensure your pump's self-priming capability accommodates seasonal viscosity variations.
Monitoring and Maintenance: Install pressure gauges at critical system points to enable preventive maintenance. The stainless steel manometer design provides reliable measurement without the corrosion failures common with copper-alloy gauges in humid environments. Regular pressure monitoring identifies gradual pump wear before operational failure occurs.
Certification and Compliance: For hazardous area applications, specify ATEX-certified equipment. For general industrial use, ensure components comply with relevant pressure equipment directives and safety standards applicable in Singapore.
Conclusion and Technical Support in Singapore
Effective oil supply and gas valve system design requires careful attention to pressure ratings, electrical specifications, material compatibility, and environmental factors specific to your operational context. The components discussed in this guide—from the CBM low-pressure pump assemblies to high-performance Interpump units, from 230V solenoid coils to precision pressure instrumentation—represent proven solutions deployed across Singapore's diverse industrial sectors.
Selecting the correct combination of components ensures reliable operation, minimizes maintenance downtime, and supports compliance with industrial safety standards. Whether you're specifying equipment for new facility construction, equipment replacement, or system upgrades, detailed technical understanding of component specifications and application requirements drives optimal performance.
3G Electric, as an authorised industrial equipment distributor serving Singapore since 1990, maintains technical expertise in oil supply systems, gas valve components, and integrated combustion control solutions. Our team provides specification guidance, product selection support, and technical documentation to ensure your facility receives equipment precisely matched to operational requirements. Contact our technical team to discuss your solenoid valve requirements, fuel pump specifications, or complete system integration needs. We're available to support industrial professionals across Singapore with rapid delivery, comprehensive technical support, and authorised manufacturer warranties.