Gas Valves & Regulation: Complete Technical Guide to Industrial Safety, Pressure Control & Component Integration in Singapore
Gas valves and regulation systems form the backbone of safe, efficient industrial combustion and process control operations across Singapore. Procurement engineers and facility managers responsible for specifying, installing, and maintaining gas distribution infrastructure must understand how pressure regulators, solenoid valves, safety shutoffs, and control electronics work together as an integrated system. This comprehensive guide explores the technical foundations of gas valve and regulation technology, regulatory compliance frameworks specific to Singapore operations, practical selection criteria for different industrial applications, and real-world integration strategies used by leading manufacturers and operators.
Understanding Gas Valves and Regulation: Core Technical Principles and System Architecture
Gas regulation systems manage three critical functions: controlling inlet pressure from supply sources (typically 200–250 mbar from utility lines), reducing and stabilizing outlet pressure to match appliance specifications (typically 20–37 mbar for low-pressure applications), and maintaining safety interlocks that isolate gas supply during fault conditions. The complete system combines mechanical pressure regulators, solenoid shut-off valves, safety relief mechanisms, integrated filtration, and in modern installations, electronic modulation controls.
Mechanical pressure regulators operate on a force-balance principle: spring tension on a diaphragm or piston maintains equilibrium between inlet pressure, outlet pressure feedback, and spring force. When outlet pressure drops below the setpoint, the regulator opens; when pressure rises above setpoint, it closes. This passive response occurs without external power, making mechanical regulators inherently fail-safe if properly designed with integrated relief vents sized to handle full supply flow.
Solenoid valves provide automated on-off control and safety isolation. A solenoid coil energizes to lift an internal plunger, opening a passageway that allows gas to flow to downstream equipment. When the solenoid de-energizes (due to control signal termination or safety interlock activation), the plunger reseats and gas flow stops. The opening time, pressure drop across the valve, and maximum switching frequency are critical specifications that affect system response time and equipment cycle capability.
Modern installations increasingly employ electric modulating pressure regulators that use feedback sensors and proportional control to adjust outlet pressure continuously, enabling equipment to operate at optimal combustion conditions across varying load conditions. These systems require pilot pressure connections (typically M8×1 threaded ports) and pressure feedback sensing points to function properly.
Key Gas Valve and Regulation Technologies: Specifications and Industrial Applications
The Francel B25/37mb pressure regulator exemplifies domestic and laboratory gas regulation design. Delivering a stable 37 mbar outlet pressure with a 10 mm vent size, it features sphero-conical or flat inlet connections and a flat meter outlet joint, making it compatible with standard distribution piping. The integrated safety relief prevents overpressure conditions by venting excess flow to atmosphere if outlet pressure exceeds safe limits. This regulator suits applications in residential distribution systems, commercial kitchens, analytical laboratories, and small industrial equipment operating at low pressures.
For higher-pressure industrial applications, the Dungs MVD 515/5 provides 1½-inch connection capacity and rating to 200 bar, enabling use in compressed gas systems, heating fuel delivery, and industrial process control. The critical <1-second opening time and 1 mm integrated filtration mesh support applications requiring rapid response and frequent switching—up to 20 cycles per hour across ambient temperatures from −15°C to +60°C. This valve suits burner control systems, pneumatic equipment, and safety-critical shut-off applications where rapid isolation is essential.
The Elektrogas VMM 20-25 end-of-stroke contact valve represents precision gas control for applications where exact valve position must be confirmed. Rated to 6 bar and designed to EN 161 safety standards, it features a manual 3 mm Allen wrench adjustment mechanism. This design is ideal for combustion equipment requiring verified valve closure confirmation, dual-valve safety systems, and applications where regulatory compliance mandates position proof.
Two-stage burner systems like the FBR GAS XP 60/2 CE TC EVO demonstrate how gas valves and regulation integrate with combustion hardware. This burner delivers 116–630 kW thermal power through modulated fuel control, operating at 66–69 dBA with IP 40 protection. The compact 250 mm nozzle and 110 W fan motor support rapid flame response. Integration with suitable regulators and solenoid valves ensures smooth transitions between low-fire (116 kW) and high-fire (630 kW) modes while maintaining combustion stability and flame quality across the operating envelope.
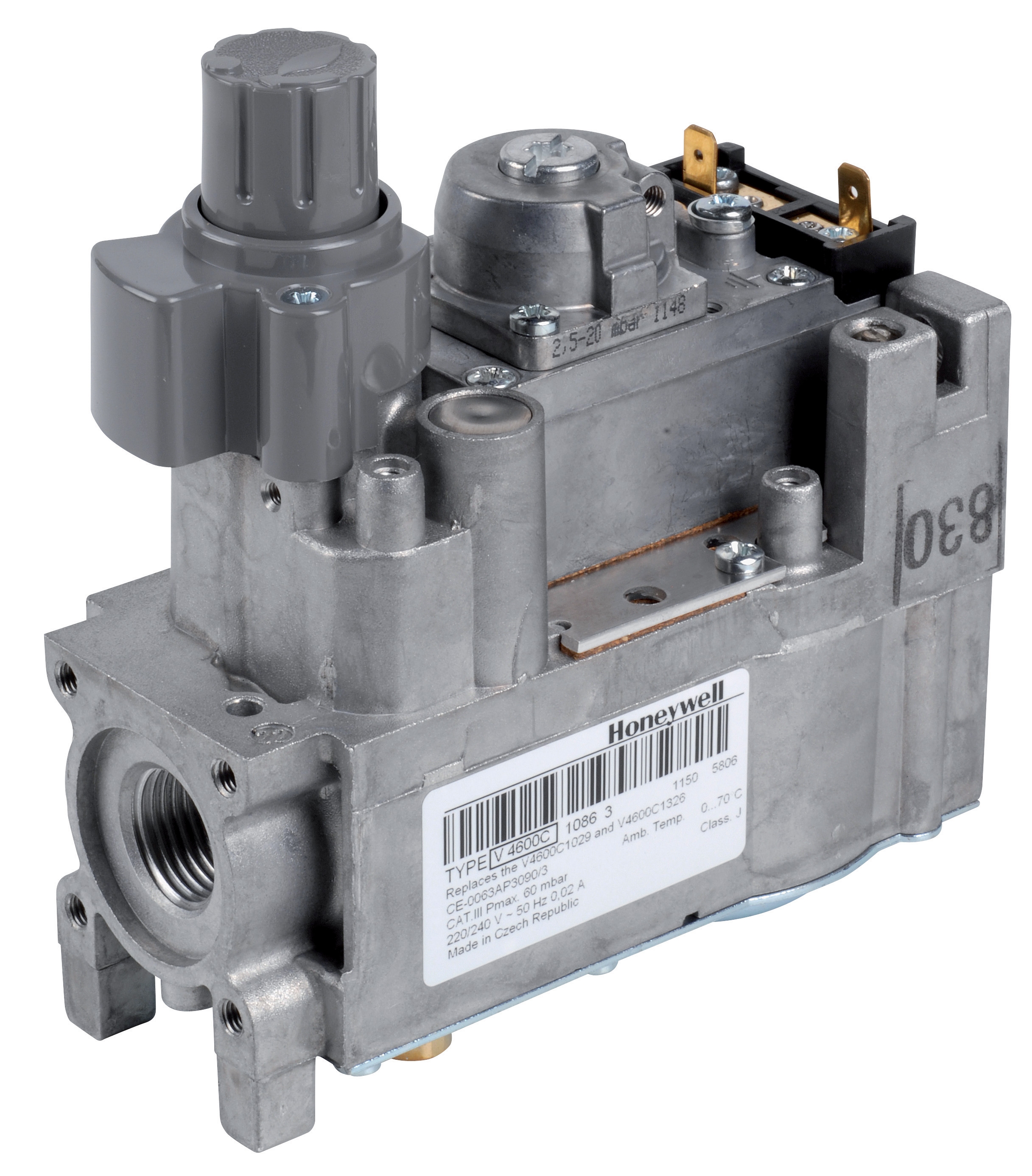
Electric modulating regulators, exemplified by the Honeywell VK 4105 C 1041 U, provide proportional pressure control across −5°F to +140°F with M8×1 pilot connections and M5 pressure feedback threading. These regulators integrate with modern burner control systems to optimize fuel delivery based on real-time feedback, reducing emissions and improving efficiency compared to fixed-pressure systems.
System Integration and Practical Application in Singapore Industrial Operations
Gas distribution systems in Singapore must comply with the Code of Practice for Pressure Equipment Safety, the Building and Construction Authority Standards, and PUB utility connection requirements. Procurement engineers specifying systems must ensure all components carry appropriate certification marks (CE, EN 161, UNI compliance) and that pressure drop calculations across the entire regulation train do not compromise downstream equipment operation.
A typical residential or commercial installation follows this sequence: utility supply (200–250 mbar) → main isolation ball valve → primary regulator reducing to service pressure (typically 37 mbar) → filtration stage → secondary appliance regulator (if needed) → solenoid safety shut-off → equipment control valve → burner or appliance. Each stage must be sized for flow demand and pressure loss; oversizing creates sluggish response, while undersizing causes pressure drop that prevents equipment operation.
Industrial heating applications commonly employ the two-stage burner architecture where a pilot flame (maintained by a dedicated low-flow regulator) ignites main fuel injected through a solenoid valve. The FBR GAS XP 60/2 supports this configuration with its aluminum body, high-efficiency combustion head, and integrated flame stability control. Coordinating burner modulation with pressure regulator response ensures smooth load transitions from 116 kW to 630 kW without flame failure or overpressure transients that could damage piping or equipment.
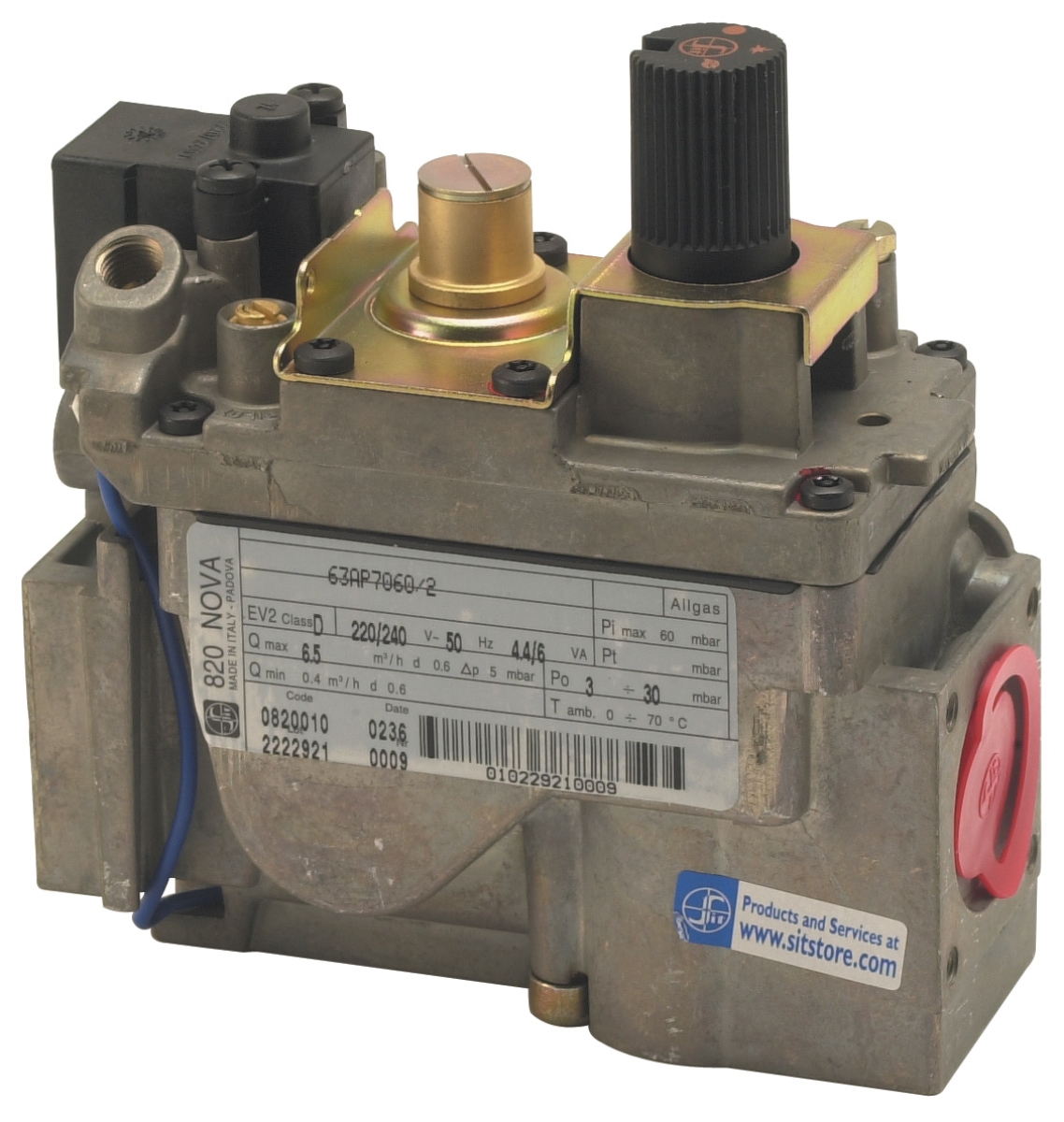
Safety-critical applications in Singapore (hospitals, food production, chemical processing) increasingly employ dual safety valve architectures where two solenoid shut-off valves are arranged in series, each independently powered by separate safety circuits. The Sit tandem gas block integrates this dual shut-off function in a single compact body, delivering 4.8 m³/h for family II gases and 6.2 kg/h for family III gases with minimal 5 mbar pressure drop. This design simplifies installation, reduces piping complexity, and ensures compliance with Singapore building code requirements for safety-critical gas isolation.
Selection Criteria and Best Practices for Procurement Engineers in Singapore
Pressure Rating and Flow Capacity: Select regulators and valves rated at least 25% above anticipated system pressure and 20% above peak flow demand. This margin prevents nuisance overpressure venting and maintains stable outlet pressure under varying load conditions. For example, a burner system with peak demand of 250 L/min should use components rated ≥300 L/min capacity.
Temperature Compensation: Singapore's tropical climate (22–32°C ambient) and equipment operating temperatures (up to 140°C for some burner pilots) require regulators with adequate temperature rating and materials that remain stable across the full operating range. The Dungs MVD 515/5 specification (−15°C to +60°C ambient) covers Singapore conditions but equipment internal temperatures may be higher; verify complete system temperature compatibility.
Compliance and Certification: All gas valves and regulators sold in Singapore must carry relevant safety certifications. EN 161 standard specifies safety requirements for gas burner control systems; UNI (Italian standards) mark indicates European manufacturing compliance; CE marking confirms EU regulatory adherence. Verify that suppliers provide technical documentation and certificates with each component.
Integrated Filtration: The 1 mm integrated filter mesh in the Dungs MVD 515/5 exemplifies best practice; valves with internal filtration prevent fouling from utility supply contamination and reduce maintenance burden. Specify filtration for all applications where supply gas quality cannot be guaranteed.
Response Time and Cycle Frequency: Applications requiring rapid on-off transitions (such as burner pilot ignition or rapid load shedding) need solenoid valves with <1 second opening time and rated cycle frequency ≥20/hour. Slower valves (2–5 second response) suit steady-state heating where load changes occur gradually.
Pressure Feedback and Modulation: Modern systems increasingly require pressure feedback sensing for electronic modulation. Verify that selected regulators include appropriate feedback ports (such as the M5 threaded hole on the Honeywell VK 4105) and that system integration includes calibrated pressure transducers for control loop stability.
Common Selection Mistakes and Risk Mitigation
Procurement engineers frequently specify components in isolation without analyzing complete system interaction. Undersizing a regulator to save initial cost often results in pressure sag under peak load, causing burner flame collapse or incomplete equipment operation. Similarly, selecting high-pressure drop safety valves to save space can exceed acceptable pressure loss budgets and prevent operation. Always calculate end-to-end pressure drop and confirm that outlet pressure at peak flow remains within ±5% of setpoint.
Neglecting temperature effects is another common error. A regulator calibrated to 37 mbar at 20°C may drift to 35–39 mbar at 30°C ambient (Singapore summer conditions); while within tolerance for most applications, this drift can trigger burner control system faults if not anticipated. Specify temperature-compensated regulators for critical applications or apply manual calibration adjustment before commissioning.
Finally, treating gas regulation as independent from burner design creates integration risk. The FBR GAS XP 60/2 burner operates optimally within a specific fuel pressure window; pairing it with an incorrectly sized regulator will degrade combustion efficiency and increase emissions, negating the burner's design benefits. Coordinate regulator selection with burner technical specifications and manufacturer guidance.
Closing: Specification Excellence and Ongoing Support
Gas valve and regulation system design in Singapore requires careful integration of mechanical components, control electronics, safety interlocks, and building code compliance. By understanding how pressure regulators, solenoid shut-off valves, safety relief mechanisms, and modulating controls work together—and by applying systematic selection criteria based on pressure rating, flow capacity, temperature range, certification status, and integrated features like filtration and feedback sensing—procurement engineers can specify reliable, efficient, compliant systems that deliver years of safe operation.
3G Electric has served Singapore's industrial equipment community since 1990, sourcing and supporting leading manufacturers including Francel, Dungs, Elektrogas, Honeywell, and FBR. Our technical team can assist with system sizing calculations, compliance verification, component coordination, and commissioning support. Contact us to discuss your gas valve and regulation requirements; we'll help ensure your specification meets performance and safety objectives while optimizing lifecycle cost.