Flame Detection & Safety Systems in Industrial Burners: A Technical Guide for Southeast Asia
Industrial burners are essential to countless manufacturing processes across Southeast Asia—from steam generation and process heating to kiln firing and thermal treatment applications. Yet behind every reliable burner system lies a critical safety component: flame detection. Whether you operate a single burner or manage a fleet of combustion equipment across multiple facilities, understanding how flame detection systems work, how they integrate with burner controls, and how to select the right sensors for your application is essential to preventing costly shutdowns, safety failures, and regulatory violations. This technical guide explores the engineering principles, component technologies, and practical selection strategies for flame detection systems in industrial burner applications throughout the region.
How Flame Detection Works: Engineering Principles & Detection Methods
Flame detection in industrial burners serves a singular critical purpose: to verify that combustion is actively occurring, and to trigger immediate shutdown if flame is lost. This function protects equipment from unburned fuel accumulation, explosion risk, and thermal damage.
Modern industrial flame detection relies on three primary technology platforms, each with distinct advantages and application constraints:
Infrared (IR) Detection: Infrared flame sensors detect the characteristic radiation emitted by burning fuel—particularly the flickering infrared signature produced by oil and biomass fuel flames. IR sensors excel at distinguishing real flame from ambient light, making them highly reliable in environments with bright indirect sunlight or artificial lighting. These sensors measure radiation in wavelength bands (typically 4.4 micrometers) where flame radiation is strong and background interference is minimal. IR detectors respond extremely quickly to flame presence or absence, critical for safety applications requiring sub-second detection and shutdown response.
Photocell & Phototransistor Detection: Blue-flame detection systems use photosensitive elements tuned to detect the specific light spectrum emitted by natural gas and LPG combustion. These devices are particularly effective for gaseous fuel applications where the flame produces characteristic ultraviolet and blue visible light. Phototransistors, a modern advancement over older photoresistor technology, offer faster response times and better signal stability.
Flame Rod (Ionization) Detection: In this method, a ceramic rod positioned in the flame becomes ionized by the combustion process, allowing a tiny current to flow. Loss of flame immediately breaks this circuit. While simple and cost-effective, ionization detection is less commonly used in modern industrial installations due to slower response times and sensitivity to electrical noise.
Each technology integrates with electronic control relays that continuously monitor the sensor signal and execute programmed safety responses—fuel valve closure, ignition shutdown, and alarm signaling—if flame is lost for longer than the system's configured response window (typically 2-8 seconds depending on burner type and fuel).
Flame Detection Components & Control System Integration in Industrial Applications
A complete flame detection system comprises four functional layers: the sensor itself, the signal conditioning pathway, the control logic relay, and the output actuation devices. Understanding how these components work together is essential for proper installation, troubleshooting, and system optimization.
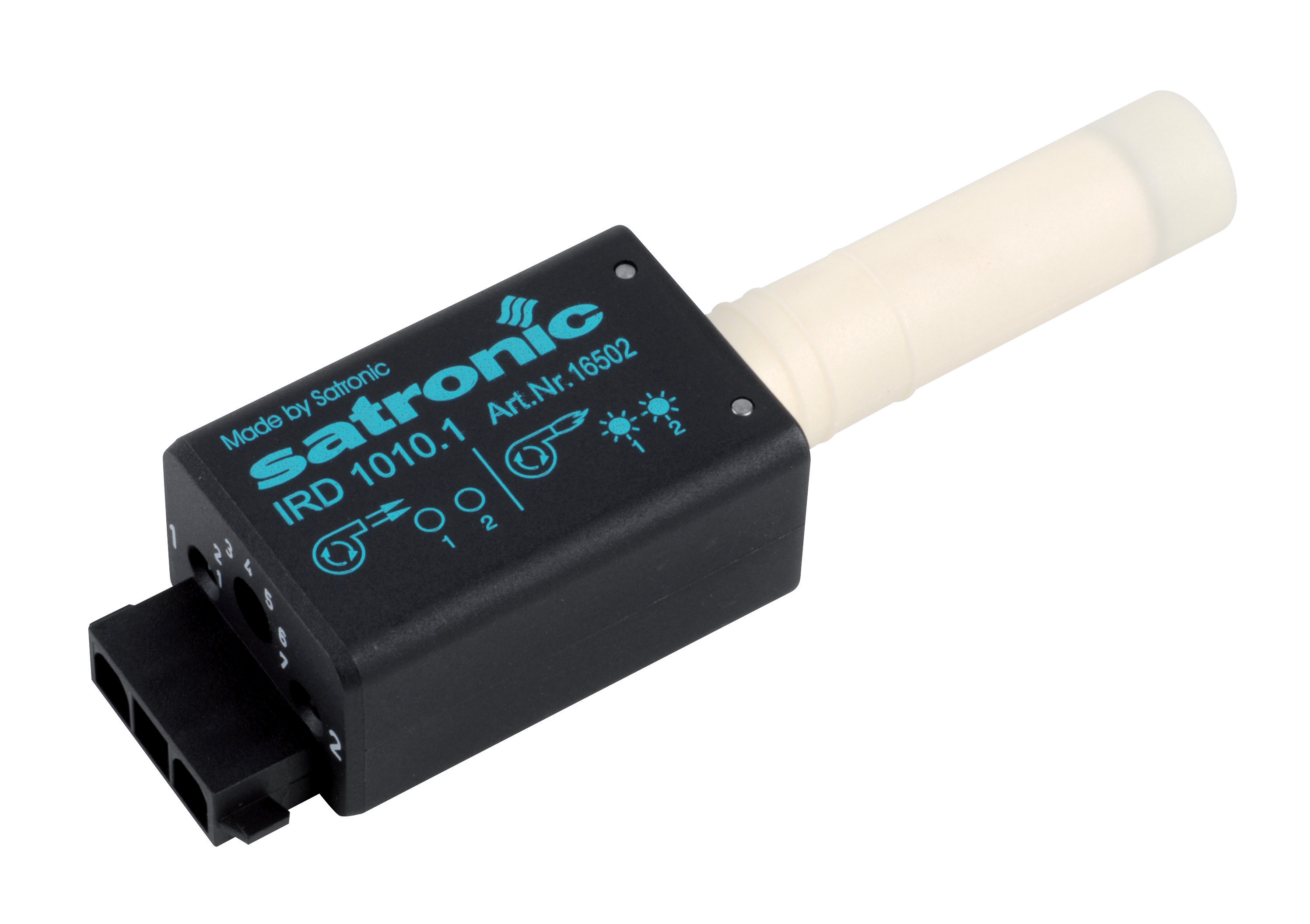
The Sensor Module: Industrial facilities in Southeast Asia frequently deploy infrared detection cells like the CBM IRD 1010 blue cell, which use sealed infrared photodiode technology to detect fuel flame radiation. These sensors are mounted in the burner combustion chamber with direct line-of-sight to the flame zone, typically via a ceramic sight tube or sapphire window that protects the optical element from combustion byproducts while transmitting infrared radiation. The IRD 1010 and similar sensors operate at IP40 rating (protection against splashing) and are designed to function reliably in the harsh thermal environment of active burners.
Signal Conditioning & Flame Supervision Relays: The raw sensor signal—a very small photocurrent in the microamp range—must be amplified, filtered, and evaluated against preset thresholds before triggering safety actions. This is the role of specialized flame supervision relays. For oil burner applications, the CBM Relay LAL 2.14 provides comprehensive flame supervision with integrated air pressure monitoring and controlled damper command functionality. This relay continuously processes the infrared sensor signal, applies noise filtering to reject spurious signals, and maintains non-volatile lockout memory—meaning if a flame failure occurs, the burner cannot restart without manual reset, preventing unsafe recycling after a genuine combustion failure.
For gas burner systems, control relays like the CBM Relay SM 592.2 provide atmospheric and fan-assisted burner supervision with integrated trial-for-ignition timing, ignition transformer control, and flame verification sequences. These units apply programmable response windows—the time window during which flame must be established after ignition is commanded. If flame is not detected within this window, the system enters lockout and prevents fuel delivery, protecting against dangerous unburned fuel accumulation.
Multi-Sensor Configurations: Large industrial installations or high-reliability applications may employ redundant flame sensors—two infrared cells monitoring the same flame from different angles. This redundancy ensures that a single sensor failure does not defeat the safety system, a critical requirement for facilities operating continuously or managing multiple burner arrays. Control relays supporting dual-channel flame monitoring are available with logic that requires flame confirmation from both sensors before permitting burner operation, or that triggers shutdown if either sensor indicates flame loss.
Real-World Application Examples: Flame Detection in Southeast Asian Industrial Operations
Steam Boiler Systems in Manufacturing: A mid-size textile mill in Thailand operates four oil-fired steam boilers, each equipped with a pressure-jet burner producing 250 kW of thermal output. Each burner is supervised by an infrared flame detector and LAL-series control relay. During routine maintenance, one of the four IRD sensors became partially obscured by combustion deposits. The sensor signal degraded, causing intermittent flame detection failures and spurious burner shutdowns. The mill's maintenance team cleaned the sensor sight tube (a 15-minute procedure), restoring clean signal reception. This example illustrates why flame sensor maintenance—quarterly inspection and cleaning—is critical to preventing nuisance shutdowns in continuous-duty applications common throughout Southeast Asian manufacturing.
Process Heating in Chemical Manufacturing: A specialty chemical processor in Singapore operates a thermal reactor with a natural gas burner producing 500 kW input. The facility installed a dual-channel flame supervision system with two infrared sensors positioned 90 degrees apart around the burner's combustion head, both feeding a single SM-series control relay configured for AND-logic (both sensors must confirm flame). Over six months of operation, this redundancy prevented two burner shutdowns: in the first instance, temporary deposits on one sensor were offset by the second sensor's clear signal; in the second instance, an actual partial flame loss was immediately detected and corrected by the control system. Redundant flame detection is increasingly specified in process heating applications where burner cycling is energetically expensive and product batch continuity is paramount.
Kiln Firing in Ceramics Manufacturing: A traditional ceramic manufacturer in Vietnam operates a 1.2 MW natural gas kiln with continuous operation over 48-hour firing cycles. The facility's original mechanical flame verification system (a mercury manometer and visual flame port) was replaced with an electronic flame detection system featuring a blue-flame photocell and microprocessor-based control relay. The new system improved firing reliability, reduced manual monitoring requirements, and provided digital event logging that revealed previously undetected micro-flame-outs occurring every 6-8 hours due to fuel line pressure fluctuation. This data-driven insight led to gas train optimization that eliminated the failures entirely.
Selection Criteria & Best Practices for Flame Detection Systems
Match Sensor Technology to Fuel Type: Infrared sensors are optimal for oil and biomass fuels where flame temperature and radiation signature are reliable. Blue-flame photocells are preferred for natural gas and LPG where ultraviolet emission is strong. Mixing technologies without proper engineering can result in unreliable detection.
Evaluate Response Time Requirements: Industrial process heating applications typically require flame confirmation within 3-5 seconds of ignition attempt. Verify that your selected relay and sensor combination meets this specification. Slower response times may require extended trial-for-ignition periods, reducing burner cycling efficiency.
Specify Redundancy for High-Reliability Applications: Where burner shutdown causes significant economic loss, process disruption, or safety risk, dual-channel flame detection with AND-logic supervision is justified. Evaluate the cost of redundant sensors and control logic against the cost of a single unplanned shutdown at your facility.
Plan for Maintenance Access: Infrared and photocell sensors must be positioned where maintenance personnel can safely access them for quarterly inspection and cleaning. Combustion deposits are inevitable; design sensor mounting and sight tube geometry to allow cleaning without full burner disassembly.
Document Sensor Calibration & Response Characteristics: Different sensor models and detector relay types have different sensitivity curves and lockout characteristics. Maintain detailed records of sensor part numbers, calibration dates, and control relay configuration settings. This documentation is invaluable during troubleshooting and critical for regulatory compliance in facilities subject to safety audits.
Integrating Flame Detection with Modern Burner Control Systems
Contemporary industrial burners increasingly feature integrated control architectures that combine flame detection, modulation, air pressure monitoring, and operational diagnostics in unified microprocessor-based systems. Modulating burners such as the FBR GAS X5 model can be equipped with optional modulation kits and flame detection probes that enable full PID (proportional-integral-derivative) control—meaning the burner automatically adjusts fuel and air supply to maintain a target thermal output setpoint while continuously verifying flame presence. This integration delivers significant operational advantages: improved energy efficiency through precision load matching, reduced burner cycling wear, and enhanced safety through real-time flame supervision throughout the entire modulation range.
When specifying a modern burner system, confirm that your selected flame detection components (sensor, relay base, and control relay) are compatible with your burner model and that the combined system has been tested and certified for your intended fuel type and application class. Industrial burners and combustion controls are complex integrated systems; component compatibility is as critical as individual component quality.
Regulatory & Compliance Considerations Across Southeast Asia
Industrial burner safety standards vary across Southeast Asia. Singapore's facility regulations align closely with European EN standards for burner safety (EN 298 for gas burners, EN 267 for oil burners), which mandate specific flame detection performance and safety response times. Thailand and Vietnam are increasingly adopting similar standards. If your facility operates or exports across multiple countries in the region, specify burner controls and flame detection systems certified to EN standards—this ensures compliance regardless of which jurisdiction governs your operation.
All flame detection systems must be part of a formal preventive maintenance program. Document sensor inspection dates, replacement intervals (typically 10,000-15,000 operating hours for electrodes and light-sensitive elements), and control relay response time verification tests. This documentation demonstrates due diligence in the event of any safety investigation or regulatory inspection.
Conclusion & Guidance for Plant Managers
Flame detection systems represent a critical intersection of safety, reliability, and operational efficiency in industrial burner applications throughout Southeast Asia. Whether you are troubleshooting an existing system experiencing nuisance shutdowns, planning a major equipment upgrade, or building a new thermal process facility, selecting and maintaining appropriate flame detection technology is non-negotiable.
The choice between infrared and photocell detection, the decision to implement redundant sensors, and the integration of flame supervision with modern modulating burner controls should be guided by a clear understanding of your process requirements, regulatory obligations, and risk tolerance. By applying the technical principles and selection criteria outlined in this guide, plant managers and operations directors can optimize burner reliability, extend equipment service life, and maintain the safety standards essential to modern industrial operations.
3G Electric has served as an experienced industrial equipment distributor across Southeast Asia since 1990, supplying burner controls, flame detection systems, and complete combustion solutions to hundreds of manufacturing facilities throughout the region. Our technical team has deep expertise in specifying and integrating flame detection systems for applications ranging from small process heaters to large industrial boilers. If you are evaluating flame detection options, troubleshooting an existing system, or planning a burner control upgrade, we invite you to contact 3G Electric's technical support team for a consultation. We will work with you to assess your specific requirements, recommend appropriate sensor and control relay combinations, and ensure your burner system meets both your operational and regulatory standards.